相關示範影片:查看 電子光電產業機器視覺組裝檢查與趨勢監控系統|CCD 視覺量測解決方案 完整案例
真實 VSK 客戶案例參考
連續資料化品質管控的整體導入方法,可參考 汽車產業 AI 視覺驅動製造品質案例——說明如何以 Cognex 機器視覺串接製造資料,從「被動救火」轉為「前饋預防」。實際效益由 VSK 工程師依現場樣本評估。
核心演算法:穩定的尺寸量測是趨勢監控的根基
趨勢圖再漂亮,量測本身不穩定就只是雜訊。VSK 在連續量測專案常用:
- PatMax:穩定定位待測工件,是「精準量測前的精準定位」。
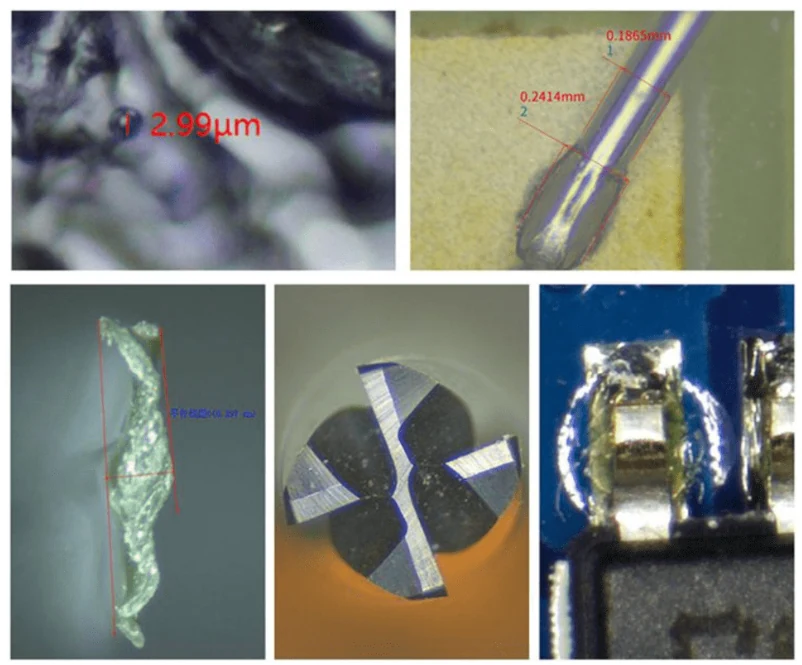
- Caliper 卡尺工具:以亞像素精度量測間距、寬度,輸出實際 mm 值供趨勢圖累積。
- Edge Detection:穩定偵測金屬/塑膠邊緣,配合 Caliper 形成完整量測鏈。
- 多級警報區設計:藍線「警告區」即將接近 NG 時提早提醒,紅線「異常區」直接判 NG,可預防批量不良。
典型應用場景
- 電子組裝:Connector PIN 間距、零件方向、SMT 鋪錫量趨勢。
- 金屬加工:孔徑、孔位偏移、邊緣毛邊長度趨勢。
- 包裝產線:封口寬度、標籤位置偏移、塗佈厚度趨勢。
工程師選型 FAQ
Q1:趨勢資料要存到 MES/資料庫,怎麼整合?A:In-Sight 支援 TCP/IP、EtherNet/IP、PROFINET、Modbus TCP、OPC UA,可直接寫入產線資料層。
Q2:警告區、異常區的閾值要怎麼設?A:建議以實機運行一週累積資料後,以製程能力 (Cp/Cpk) 反推合理閾值。VSK 工程師可協助標準化設定流程。
Q3:未來新料號要重新設定嗎?A:以參數模板+差異化微調,縮短新料號導入時間;避免每次都從零開始。
延伸閱讀
機器視覺常見問題 FAQ| 汽車電子機器視覺完全攻略| 機器視覺 ROI 投資回報指南
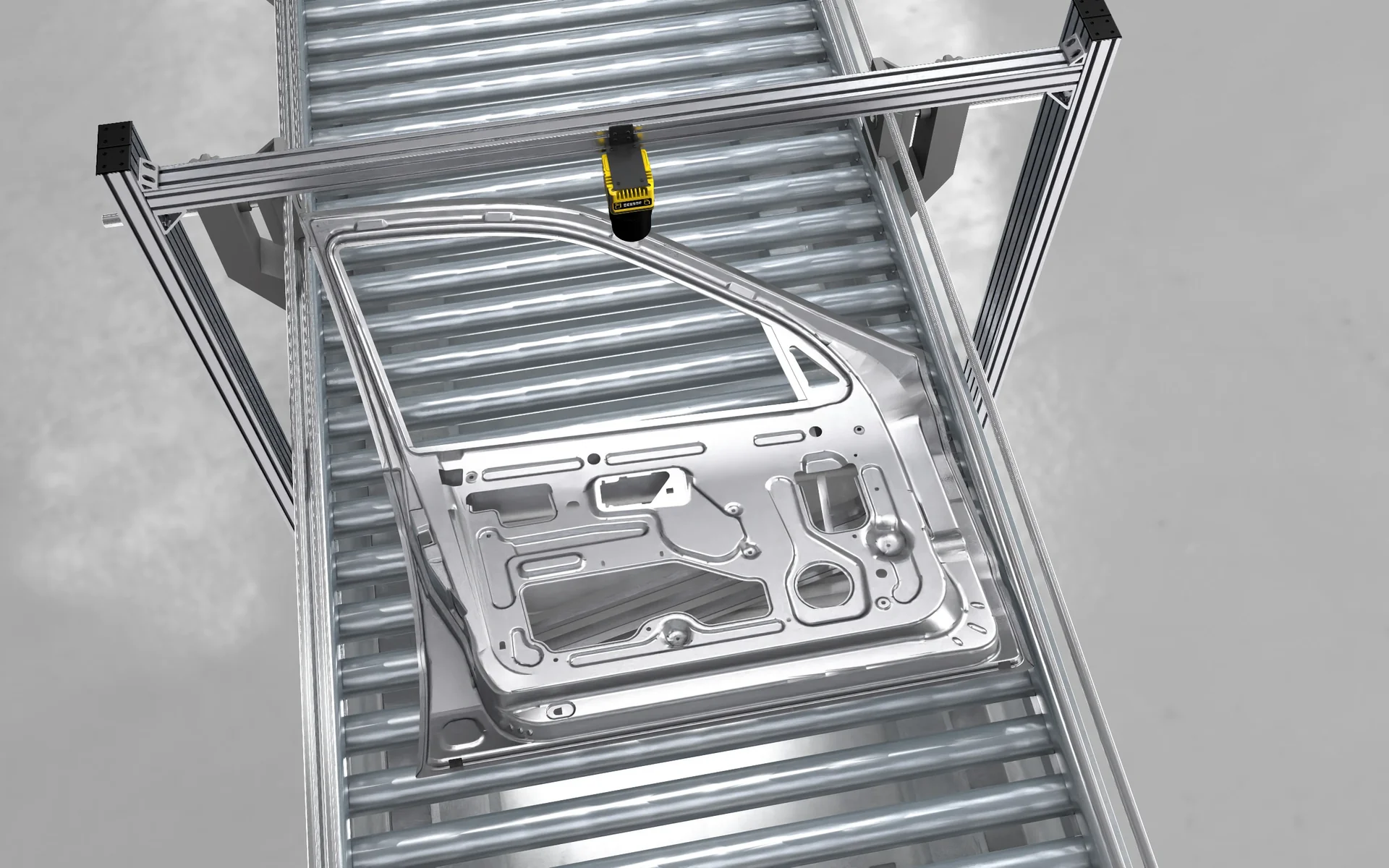
【趨勢監控 生產流程│CCD 機器視覺系統】
案例影片:生產流程中,工程師最愛用的趨勢監控系統。
您注意到了嗎?紅線範圍內為《異常區》即 NG 區;
藍線範圍內為《警告區》,快接近 NG 時顯示提醒。
Yes!工程師輕鬆掌握狀況,大幅提高工作效率,
機器視覺取代人眼,產線運作更快速,改善製程不良率!
金屬零件組裝的間距量測,透過視覺系統簡單完成!
延伸閱讀
機器視覺常見問題 FAQ| 汽車電子機器視覺完全攻略| 機器視覺 ROI 投資回報指南
適用 Cognex 機型對應
趨勢監控 (Trend / SPC) 適合「連續尺寸量測 + OK/NG + 警報區」應用,重點在資料輸出、HMI 顯示、與 MES 串接。VSK 工程師依資料量與整合需求推薦:
- Cognex In-Sight 2800:入門型,內建簡易圖表顯示,適合單站量測。
- Cognex In-Sight 7000:模組化 Vision 系統,支援多工具流程+資料記錄。
- Cognex In-Sight 9000:高解析度線掃/面掃,內建趨勢圖與多級警報,適合電子組裝線連續監控。〔具體規格以 Cognex datasheet 為準〕
SPC(Statistical Process Control)視覺整合架構
單純判定 OK / NG 不夠,資深品管工程師更看重「趨勢監控」— 在工件還沒變成 NG 之前,就從量測數據預警機構漂移:
- 警告區(Warning):量測值落在公差邊界附近,提醒設備保養或刀模調整。
- 異常區(Out of Control):超出公差,自動 NG + 停線。
- 趨勢圖:累積數據觀察機台漂移、班別差異、原料批次影響。
- SPC 規則:Western Electric Rules、Nelson Rules 等可在資料端套用。
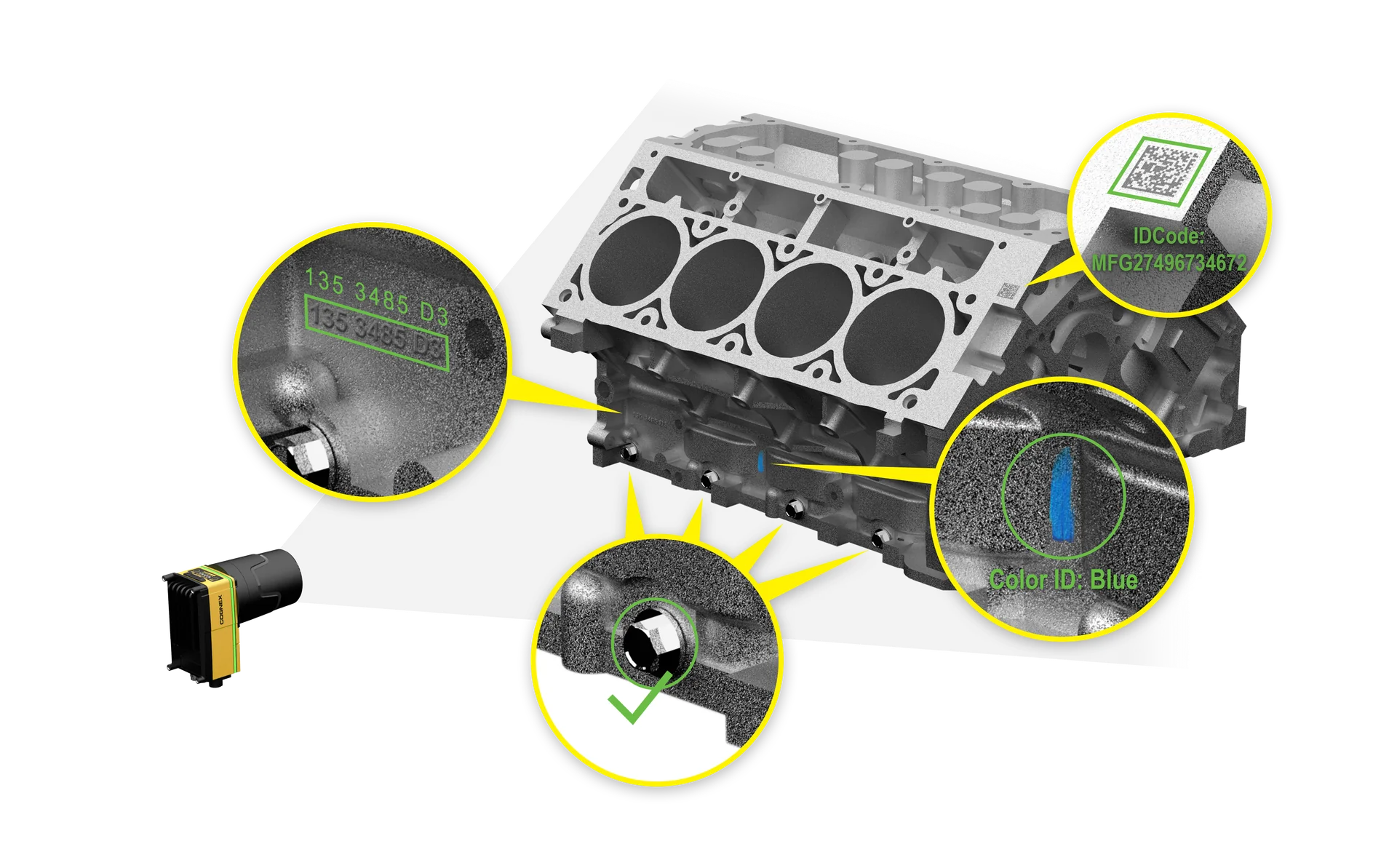
Cognex 視覺端的量測能力
| 量測類型 | 適用機型 |
|---|---|
| 2D 尺寸 / 位置 / 角度 | In-Sight 3800 + Caliper / Edge 工具 |
| 3D 高度 / 平整度 / 共面性 | In-Sight L38 線雷射 |
| μm 級精密尺寸 | 3D-A5000 結構光面陣 |
| 表面瑕疵分類 + 嚴重度 | In-Sight D900 ViDi |
資料輸出與 SPC 平台整合
- 通訊協定:In-Sight 系列支援 TCP/IP / EtherNet/IP / PROFINET / Modbus TCP / OPC UA(〔以 datasheet 為準〕),可直接輸出量測值。
- SPC 工具串接:Minitab、JMP、SPC for Excel、廠內客製 SPC 平台等,由整合方完成資料介面。
- MES / SCADA:量測值與批號 / 機台 / 班次關聯儲存,作為製程改善的數據基礎。
- VSK 範疇:視覺端的量測精度與穩定度、資料輸出格式;SPC 系統建置 / 警報邏輯由整合方主導。
與威視康技術團隊聯繫
您的視覺檢測需求由VSK 工程師團隊接手|電話 +886 2-8809-3200|線上聯絡|查看完整 Cognex 產品線
官方參考來源
Cognex 官方網站
延伸閱讀
本文涉及之 機器視覺、視覺檢測、AOI、AI 視覺、瑕疵檢測相關方案,VSK 威視康可依現場提供 Cognex 設備選型建議;若需與 方案對比,亦提供完整對照與選型建議。工業自動化、智慧製造、製程改善導入請來電 +886 2-8809-3200。