
📌 重點摘要
- 【零件組裝定位對位 | CCD 機器視覺系統】。
- VSK 工程師可依您提供的 OK / NG 樣品實測評估。
- 內含完整選型對照表、典型應用情境、與工程師 FAQ。
真實 VSK 客戶案例參考
機電組裝視覺定位的實機導入可參考 AI 自動化組裝與套件檢查案例,以及 Pentagon 自動化組裝檢查案例,說明視覺如何整合進高混線多 SKU 的組裝產線。實際定位精度由 VSK 工程師依現場樣品評估。
核心演算法:PatMax 形狀定位
組裝對位精度的根基是定位演算法。Cognex PatMax 採用幾何輪廓比對而非像素灰階比對,可在以下條件下穩定抓取工件特徵:
- 明暗度變化:環境光波動仍能保持定位穩定。
- 角度旋轉:工件任意旋轉角度都能找到,並輸出旋轉角度給機構補正。
- 部分遮蔽/反光:金屬彈簧等高反光面、塑膠件邊緣破損都不影響辨識。
另搭配 Edge Detection 邊緣偵測、Sub-Pixel 次像素精度,可將定位精度從像素級提升到次像素級。
典型應用場景
- 連接器組裝:上殼/下殼/彈簧/端子的多件對位組裝。
- 螺絲鎖付定位:手臂鎖付前先以視覺定位螺絲孔中心。
- 貼合製程對位:FPC、薄膜、面板的上下層對位貼合。
- 插件 / 治具回零:機構零點漂移時透過視覺即時回饋補償。
工程師選型 FAQ
Q1:雙鏡頭一定要兩台相機嗎?A:不一定。若工件夠小、兩個特徵可一次入鏡,可改用單一高解析度相機加 ROI 切割;若視野不夠或需要雙角度成像,才需要兩台。
Q2:相機與機構之間怎麼校正?A:採 手眼校正(Hand-Eye Calibration),將相機座標映射到機構座標,是組裝對位的根基。
Q3:彈簧表面反光嚴重抓不到怎麼辦?A:搭配適當光源(同軸光、圓頂光或 偏光片)改善影像對比,由 VSK 工程師依樣品試打光建議。
【零件組裝定位對位 | CCD 機器視覺系統】
案例影片:透過CCD定位相機,準確抓取零件組裝位置,進行工件定位、零件組裝對位。
零件組裝對位,如何透過機器視覺系統來完成工件定位?
先運用雙鏡頭:
1. 抓取塑膠件的位置(綠色框線代表穩定抓取)
2. 抓取彈簧上的特徵(隨意移動仍不受影響)
最後,透過回饋機構補償值,進行精確的組裝對位!
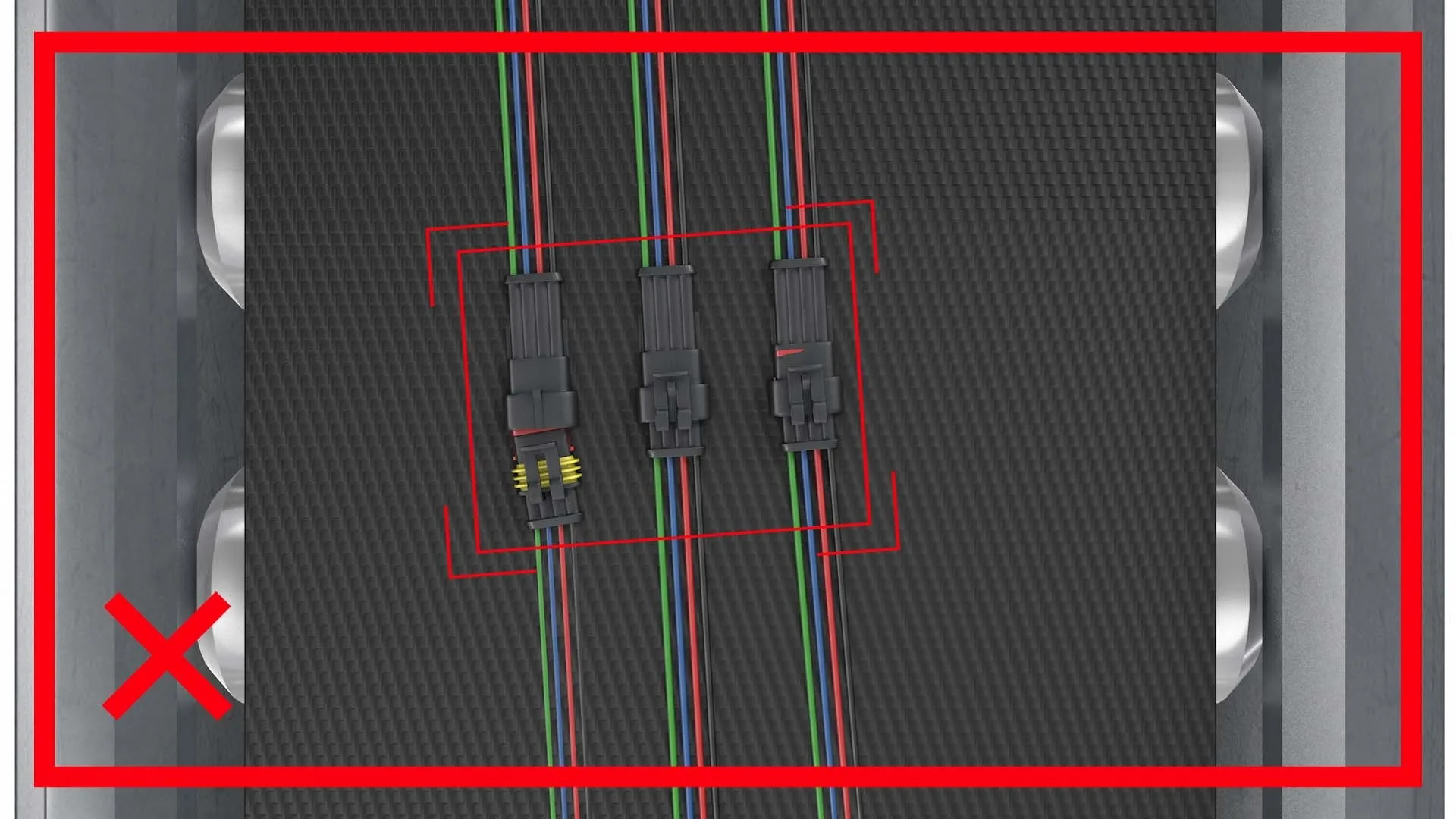
這樣就大功告成。
適用 Cognex 機型對應
雙鏡頭組裝對位屬於「視覺定位 + 回饋補償」典型架構:一台鏡頭定位母件、另一台抓取子件特徵,再把座標差送回機構補正。對應的 Cognex 智慧相機選型如下:
- Cognex In-Sight 2800:Edge Learning AI 智慧相機,內建定位與分類,適合需要快速建模的組裝對位站。
- Cognex In-Sight 3800:高速產線(高節拍)的工件定位與量測旗艦機,支援 PatMax 演算法。
- Cognex In-Sight 7000:模組化獨立智慧相機,可單機完成多區域定位+輸出補償座標。
- Cognex In-Sight L38:3D AI 智慧相機,當組裝對位涉及 Z 軸(高度差)時可一次取代 2D 雙鏡頭。〔具體規格以 Cognex datasheet 為準〕
PatMax 為什麼是工件對位的工業標準
PatMax 是 Cognex 於 1997 年推出的形狀對位演算法,目前已演進至 PatMax Redline(〔依官方型錄為準〕速度提升)。核心特性:
- 幾何模型:以邊緣特徵(geometric primitives)建模、非像素灰階比對。
- 抗干擾:明暗變化、雜訊、部分遮擋、輕度形變下仍能穩定定位。
- Sub-pixel 精度:對位精度進入次像素級。
- 多目標:可同時找多個相同工件、含旋轉 / 縮放。
PatMax 在組裝對位的典型工作流
- 教學階段:拍攝 OK 樣品、框選對位特徵(如外緣、孔位、Logo)。
- 建立模型:PatMax 自動萃取邊緣幾何特徵,生成模板。
- 產線使用:每件實拍 → PatMax 比對 → 輸出 X/Y 位置 + 角度。
- 下游應用:位置 / 角度傳給 PLC / 機器人,做動態組裝補償。
PatMax vs 其他定位演算法
| 演算法 | 原理 | 適合 |
|---|---|---|
| PatMax | 幾何邊緣 | 穩定外形、明暗變化大 |
| Pattern Matching(NCC) | 像素灰階比對 | 背景單純、低變異 |
| Blob Analysis | 連通區域分析 | 背光、強對比形狀 |
| ViDi Locate | 深度學習定位 | 紋理變異大、規則難描述 |
PatMax 內建於 In-Sight 2800 / 3800 / L38 / D900 等智慧相機與 VisionPro PC-based 平台。
客戶背景
本案應用於pcb-electronics產線視覺檢測場景;產線特性與品質壓力依客戶實況而異。基於專案保密原則,本頁以 A 廠 / B 廠等代號標示,KPI 數字為類似專案的典型成效範圍。法規 / 規範要求視產業類別而定(例:ISO 9001、客戶端品質規範)。
系統配置
本案以 COGNEX IN SIGHT 3800 為視覺主機,依產線實況設計光學與整合方案:
- 視覺主機:COGNEX IN SIGHT 3800(依產品 datasheet 規格為準)
- 光學設計:依工件反光 / 對比 / 視野於 POC 階段測試(同軸光 / 條形光 / Dome 光 / 偏振)並 over-design 30-50% 強度餘量
- 觸發機制:光電開關 / Encoder / PLC 訊號觸發;高速場景搭配 Strobe LED 凍結影像
- 通訊介面:PROFINET / Ethernet/IP / TCP/IP / Modbus TCP 與 PLC / MES / 剔除站對接
- 影像追溯:NG / OK 影像 + 檢測數值 + 時間戳 + 批號自動歸檔,符合產業追溯規範
商業價值
- 品質提升:自動化檢測降低漏判與客訴風險、減少召回成本
- 追溯完整:每件影像 + 檢測數值可追溯,符合產業稽核要求
- 產能釋放:自動化檢測釋放 QC 人力轉至更高附加價值工作
- ROI 回收:依產線複雜度 6-18 個月回收期,VSK 可依您的具體成本結構試算
機器視覺導入的失敗模式分析
機器視覺方案在產線實況下常見的失敗模式可歸為四類。第一,光源 / 工件反光配置不當 — 不同材質(金屬 / 塑膠 / 玻璃 / 透明膜)反光特性截然不同,環形光 / 同軸光 / Dome 光 / 偏振於不同工件表現差異很大,需於 POC 階段以實際樣品測試確認最佳配置。第二,邊界樣品判定不穩 — 訓練樣本若僅含明顯 OK / NG,未涵蓋極輕微缺陷(極小刮痕 / 微弱字符變異),AI 模型容差設定難以對齊產線實況。第三,產線高速振動與位置變異 — 高速輸送帶振動可能使工件於相機前位置漂移 + 旋轉,視覺工具 ROI 浮動定位(PatMax / Edge Learning)+ 機構治具夾持需協同設計。第四,環境漸進變化 — 鏡頭髒污、光源老化、原料 / 模具切換、季節溫濕度差異會讓辨識率漸進下降,需建立定期維護與重訓練機制。
降低失誤的工程實務:POC 階段須收齊邊界樣品作為容差設定基準;光源 over-design 比 POC 需求高 30-50% 強度與均勻度,預留產線環境變異緩衝;定期維護每月清潔鏡頭與光源、每月抽樣對照 AI 判斷、必要時補訓練。產業追溯 / 認證規範由整合方主導,Cognex 視覺設備可提供辨識率穩定度與量化報告。
為什麼選擇 Cognex PSI 系統整合商
機器視覺導入的成敗,遠超過「相機規格表上的數字」。VSK 威視康累積在台灣製造業 10 年以上的整合經驗中,反覆觀察到三個關鍵失敗點:第一,沒做 POC 直接下單,產線上線後才發現節拍跟不上、邊界樣品判定不穩、辨識率達不到產線可接受水準。第二,光源沒有 over-design 餘量,產線環境光變化(季節 / 班別 / 鏡頭髒污)後辨識率明顯下降,每月需大量人工微調。第三,視覺與機構 / I/O 分工模糊,整合方對 PROFINET / EtherNet/IP / MES 字串比對規範不熟悉導致延宕。Cognex PSI(Premier Solution Integrator)認證的訓練重點,正是上述三項:以系統化方法做 POC 評估、依產線實況設計光源餘量、與設備工程師對接 I/O 與通訊細節。
導入後的服務模式:VSK 設備保固 1 年(自出貨日起算),教育訓練依專案客製。
相關常見問題(連到完整解析)
- 機器視覺方案投資成本? — 設備、整合、ROI 試算指引
- Cognex 視覺系統導入要多久? — 2-12 週分階段時程詳解
- VSK 設備保固與服務範圍? — 保固 1 年、原廠送修、技術支援細節
- Edge Learning / ViDi 需要多少訓練樣本? — 5-50 張起步、樣本收集要點
與威視康技術團隊聯繫
👉 您的視覺檢測需求由威視康技術團隊接手|電話 +886 2-8809-3200|線上聯絡|查看完整 Cognex 產品線
官方參考來源
延伸閱讀
- PCB SMT 視覺檢測應用案例
- In-Sight 3800 高效能智慧相機
- AOI 是什麼?AOI vs 機器視覺差異
- Cognex In-Sight 系列完整比較
- 機器視覺多少錢?2026 完整預算解析
本文涉及之 機器視覺、AOI、AI 視覺、深度學習視覺、條碼讀取器、OCR 文字辨識、3D 量測相關方案,VSK 威視康為 Cognex 官方 PSI 認證系統整合商,可依現場提供 Cognex 設備選型建議。


