相關示範影片:查看 機器視覺條碼讀取與生產履歷追蹤|工業 DataMatrix 條碼辨識方案 完整介紹
IATF 16949 是什麼?為什麼條碼追溯這麼關鍵?
IATF 16949(International Automotive Task Force 16949)是全球汽車產業強制品質管理系統標準。整合 ISO 9001 + 汽車產業特定要求,所有汽車整車廠(OEM)、Tier 1 / Tier 2 / Tier 3 供應商打入汽車供應鏈都要通過。
最新版本:IATF 16949:2016(2016 年取代舊版 ISO/TS 16949;2024-10 已啟動下一版修訂程式)。
IATF 16949 對「條碼追溯」的核心要求:
- 每件零件全程可追蹤:從原料到成品都要有唯一識別碼
- 生產履歷保存:批號 + 日期 + 操作員 + 設備 + 製程參數
- 不良品召回:發生問題時可精確圈定受影響批次
達成這要求的關鍵 = 每件零件都要有唯一識別碼(條碼),且該條碼要:
- 永久性(產品生命週期不可移除)→ DPM 直接零件標識
- 可機讀(人工抄寫太慢且易錯)→ DataMatrix / GS1 DataMatrix
- 品質可驗證 → ISO 15415 / ISO/IEC TR 29158
IATF 16949 五大核心工具
同時,IATF 16949 認證需具備 5 大核心工具:
| 工具 | 全名 | 用途 |
|---|---|---|
| APQP | Advanced Product Quality Planning | 先期產品品質規劃 |
| PPAP | Production Part Approval Process | 生產件批准程式 |
| FMEA | Failure Mode & Effects Analysis | 失效模式與影響分析 |
| SPC | Statistical Process Control | 統計製程管制 |
| MSA | Measurement System Analysis | 量測系統分析 |
Cognex 條碼讀取與驗證可作為 SPC / MSA 量測證據,提供完整的條碼品質統計報告。
IATF 16949 對標示作業的具體要求
| 標示方式 | IATF 16949 適用 | 常見汽車應用 |
|---|---|---|
| 雷射雕刻 / 蝕刻 | 適用 | 變速箱齒輪 / 安全件 / 引擎缸體 |
| 油墨噴印 | 適用 | PCB / 塑膠件 / 包裝 |
| 貼標 | 適用 | 鈑金件 / 模組 / 紙箱 |
| 針點壓印 | 適用 | 重工金屬件 / 鍛件 |
重點:標示品質本身屬於 IATF 16949 範圍 — 條碼讀不到 = 追溯斷鏈 = 不符合 IATF。
條碼品質門檻 — AIAG-B-4 與 ISO 評等
AIAG-B-4(Automotive Industry Action Group B-4)是北美汽車產業條碼應用標準。多數 OEM(Toyota / Ford / GM / VW)要求供應商達到此規範。實務上以 ISO/IEC 15415 / 15416 / TR 29158 為品質評等基礎:
| 等級 | ISO 15415 | 適用 |
|---|---|---|
| A | 4.0 | 關鍵安全件 / 高風險零件 |
| B | 3.0 | 一般 OEM 建議 |
| C | 2.0 | 最低基本門檻 |
| D / F | < 2.0 | 不合格 |
新打標時建議達到 B 級,產線使用磨損後仍應維持 C 級以上。
※ 以上分數對應 ISO/IEC 15415:2011 整數分級;ISO/IEC 15415:2024 已改為小數一位分級(如 3.4、3.7),DataMan 475V 韌體已支援。

汽車產業 4 種條碼類型完整對照(VIN / DataMatrix / DPM / 雷射)
汽車供應鏈條碼可大致歸納為 4 大類型,分別對應不同的零件、製程與追溯場景:
| 條碼類型 | 典型應用 | 標示方式 | Cognex 對應 |
|---|---|---|---|
| 1. VIN 車輛識別號 | 引擎、車架、變速箱(17 碼 ISO 3779) | 雷射蝕刻 / 針點壓印 + OCR / DataMatrix | DataMan 380 / 470(OCRMax + 2DMax) |
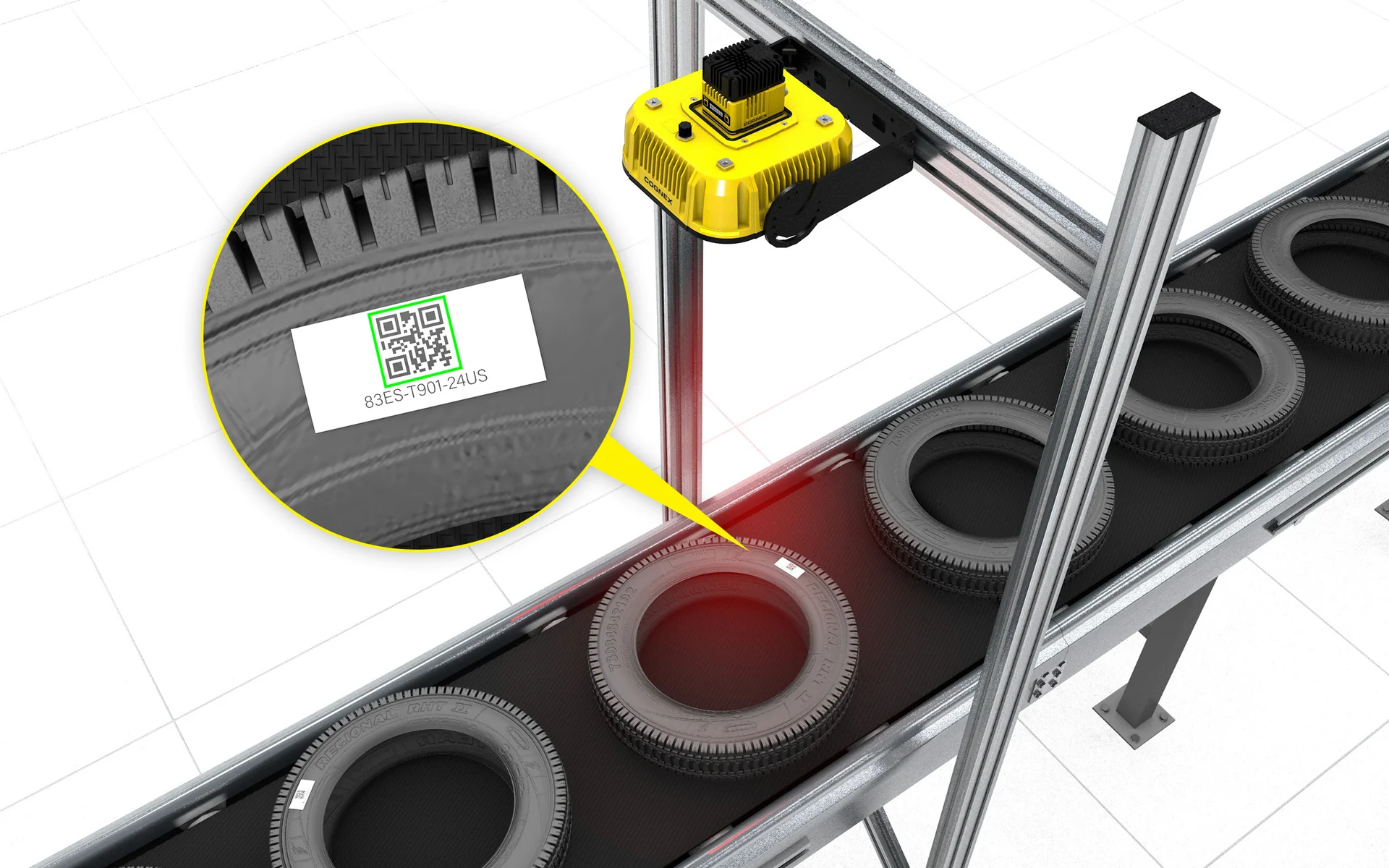
| 2. 零件 DataMatrix | PCB、ECU、連接器、感測器、塑膠件 | 雷射 / 噴墨 / 貼標(2D DataMatrix / GS1) | DataMan 280 / 380 |
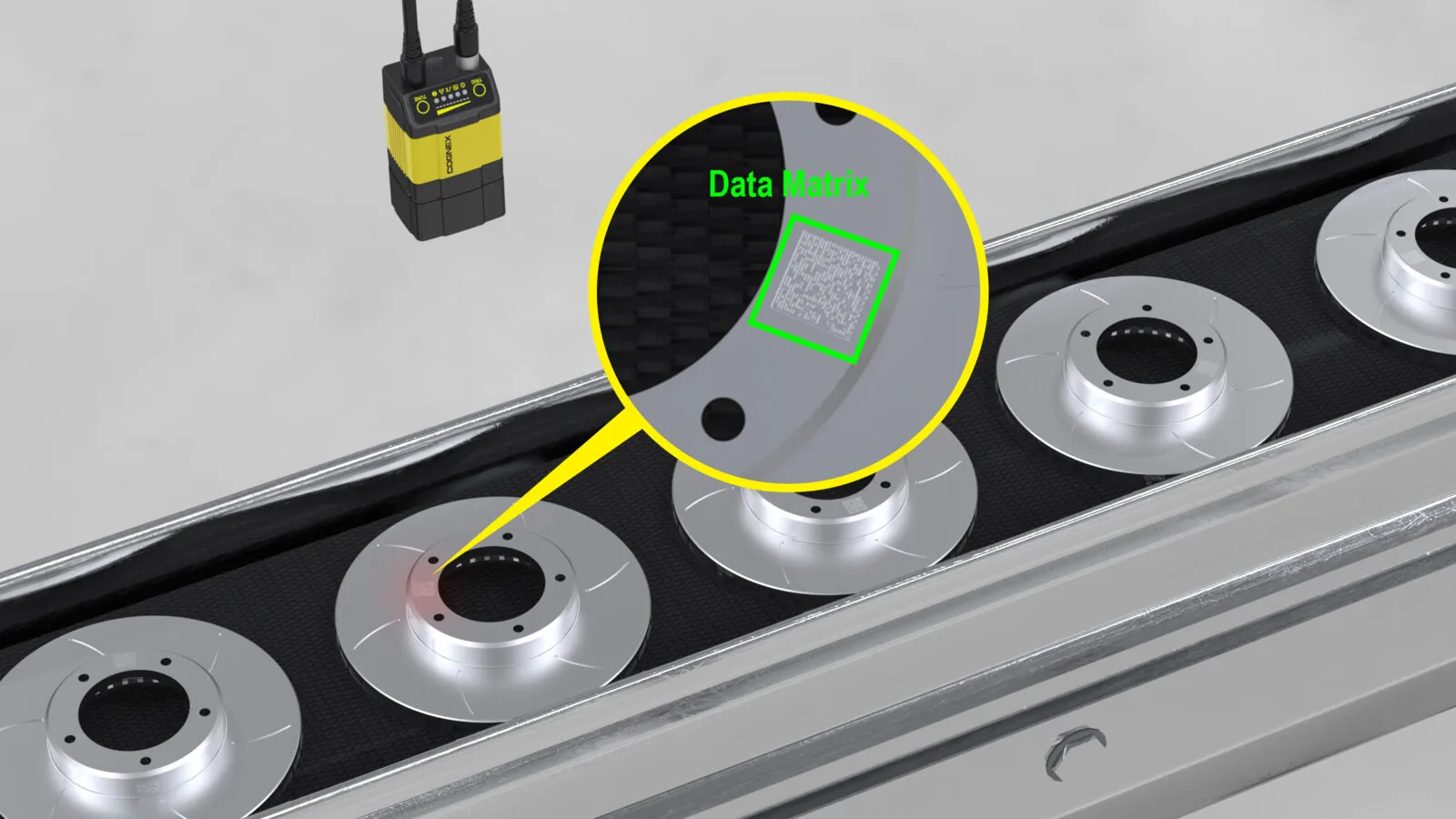
| 3. 鑄件 DPM | 引擎缸體、變速箱殼、剎車碟、鑄鋁件 | 針點壓印 / 雷射蝕刻(DPM) | DataMan 380 / 470(旗艦級 DPM) |
| 4. 雷射蝕刻 / 1D 條碼 | 齒輪、軸承、安全件、Tier 2 半成品 | 雷射蝕刻 / 印刷標籤(1D Code 39 / 128) | DataMan 280 / 380(HotBars) |
VIN 與 DataMatrix 經常並存於同一零件上 — VIN 提供人眼可讀的官方識別、DataMatrix 提供高密度機讀追溯資料(批次、製程參數、品檢結果)。延伸閱讀:DPM 直接零件標識、2DMax 演算法、HotBars 1D 解碼、DPM 4 種標記方式如何讀取。
Tier 1 / Tier 2 / Tier 3 供應商追溯需求差異
不同層級的汽車供應商在追溯深度、ISO 評等門檻、設備投資與審查頻率上差異顯著:
| 層級 | 典型供應商類型 | 追溯範圍 | ISO 等級門檻 | 常見配置 |
|---|---|---|---|---|
| OEM | 整車廠(Toyota / Ford / GM / VW / 比亞迪) | 整車 VIN + 全部 Tier 1 模組 | 關鍵安全件 ≥ B 級 | 線上 ISO 驗證(DM 475V)+ 多站 DPM 讀取 |
| Tier 1 | 總成廠(剎車 / 變速箱 / 安全氣囊 / 動力總成 / ADAS) | 每個次組裝 + 模組追溯到批次 | ≥ C 級(安全件 ≥ B) | DM 380 / 470 高速 DPM + 抽樣 ISO 驗證 |
| Tier 2 | 零組件廠(齒輪 / 鑄件 / 沖壓件 / 連接器) | 每件零件批次 + 原料追溯 | ≥ C 級 | DM 280 / 380 DPM 讀取 + 手持抽驗 |
| Tier 3 | 原料 / 半成品(金屬棒 / 樹脂 / 線材) | 批號 + 爐號 + 出貨單追溯 | ≥ C 級(多以紙本標籤) | DM 70 / 80 / 8700 手持讀取為主 |
※ 各 OEM 對 Tier N 的具體 ISO 門檻與審查頻率以您方客戶的合約 / SOR(Statement of Requirements)為準。
Cognex 汽車產業方案:DataMan 280 / 380 / 470 / 475V 完整對照
VSK 在汽車產業最常導入的 4 款固定式 Cognex DataMan 機型對照(規格〔以 Cognex datasheet 為準〕):
※ 除了下列 4 款固定式讀取器,Cognex 也提供 DataMan 580(棧板大視野多碼)、DataMan 8700(DM8700)(重工件手持巡檢)、In-Sight D900 / ViDi(焊點 / 表面 AI 瑕疵檢測)等其他汽車應用方案。
| 機型 | 感光元件 | 鏡頭 | 汽車應用定位 | 典型 Tier 段 |
|---|---|---|---|---|
| DataMan 280 | 1.6 MP(DM280)/ 2.0 MP(DM282)CMOS | 高速液態鏡頭 HSLL(6.2 / 16 mm) | 中速 DPM 讀取、PCB / ECU / 連接器、零件 DataMatrix | Tier 1 / Tier 2 中速產線 |
| DataMan 380 | 8 / 12 / 16 MP CMOS(1/1.1″) | C-mount 或 HSLL(8 / 12 / 16 mm)〔以 Cognex DM 380 datasheet 為準〕 | 高速 / 大視野 DPM、引擎缸體、變速箱殼、Pallet 多碼 | OEM / Tier 1 高速量產 |
| DataMan 470 | 旗艦級模組化平台〔以 datasheet 為準〕 | C-mount / HSLL 模組化 | 重度 DPM、低對比 / 高反光金屬件、IC OCR | OEM / Tier 1 極端 DPM 場景 |
| DataMan 475V | 5 MP(2448 × 2048)CMOS(475V / 475VS 共用) | 固定 C-mount(使用者不可更換)+ 多象限光源 | 線上 / 離線 ISO 15415 / 15416 / ISO/IEC TR 29158 條碼驗證(475V-DPM 含 29158;475V-label 不含) | OEM / Tier 1 強制驗證 |
細節差異:
- DataMan 280:1/3″ 或 1/2.8″ CMOS,HSLL 液態鏡頭自動對焦無機械部件、HDR 高動態範圍、IP67、功耗 ≤ 7.5W。適合中速產線與緊湊空間部署。
- DataMan 380:1/1.1″ CMOS、最高 16 MP 大視野、C-mount 可換鏡頭、HotBars + 2DMax + PowerGrid。適合需要單機涵蓋整條棧板、大型鑄件多碼讀取的 Tier 1 / OEM 高速產線。
- DataMan 470:Cognex 旗艦工業條碼讀取器,模組化光源 / 鏡頭 / 透鏡平台,專為最具挑戰性的 DPM 與重工件設計。
- DataMan 475V / 475VS:線上 / 離線 ISO 條碼驗證器(不是讀取器)— 475V-DPM 支援 ISO/IEC 15415 / 15416 / ISO/IEC TR 29158;475V-label 支援 ISO/IEC 15415 / 15416;驗證器另符合 ISO/IEC 15426-1 / 15426-2 校正一致性。5 MP 感光元件(475V 與 475VS 共用相同感光元件配置),C-mount 固定鏡頭(使用者不可更換以維持 ISO 校正),IP65 / IP67 環境保護。〔以 Cognex DM 475V / 475VS datasheet 為準〕
完整型號對照:Cognex DataMan 280 / 380 / 470 / 580 比較。

汽車條碼導入 6 步驟流程(從樣品到 OEE 整合)
VSK 建議的完整 6 步驟導入流程(比 5 步法多一階「OEE 整合」階段):
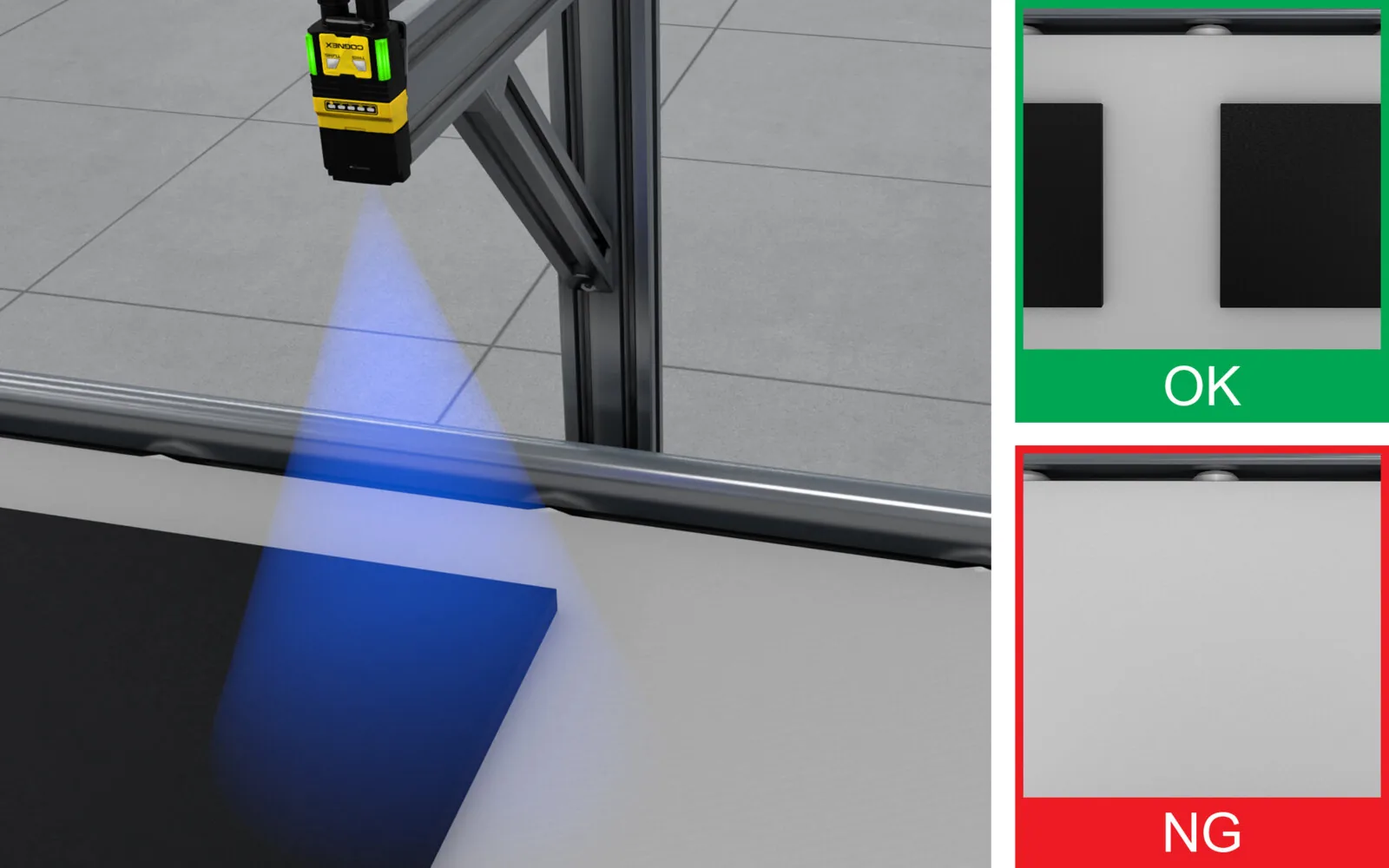
步驟 1:樣品收集與初步盤點
- 收集 OK + NG 樣品各 3–5 件(含磨損、油污、生鏽、低對比代表性樣品)
- 盤點現有條碼方式與失敗率、客戶端 OEM / Tier 1 品質規範
- 確認標示方式(雷射 / 噴墨 / 針點 / 貼標)是否可微調
步驟 2:機型評估與光源測試
- VSK 工程師依視野 / 距離 / 速度 / 解析度建議機型(DM 280 / 380 / 470)
- 樣品實測:紅光 / 白光 / 多色 LED / 同軸光 / 暗場光源組合
- 提供讀取率測試報告 + ISO 評等預估
步驟 3:條碼驗證器導入決策
- 客戶端強制要求 100% 線上 ISO 驗證 → DataMan 475V(線上)
- 批次抽樣 / 離線完整評等 → DataMan 475VS(離線)
- DPM 手持驗證 → DataMan 8072V
- 規劃每年 ISO 17025 / NIST 溯源校正
步驟 4:產線部署與通訊整合
- 讀取器安裝位置 / 角度 / 工作距離調校
- 通訊協定:EtherNet/IP、PROFINET、Modbus TCP、SLMP、CC-Link、TCP/IP、RS-232
- 與您方 PLC / SCADA 訊號握手(VSK 不負責 PLC / MES 程式撰寫,由您方系統整合商實作)
步驟 5:試產與讀取率微調
- 連續 2–4 週試產,記錄 NoRead / Misread 比例
- 調整曝光、增益、HDR、解碼演算法參數
- 建立 NG 樣品庫,作為未來教育訓練 / SOP 依據
步驟 6:MES / QMS / OEE 系統整合
- 條碼讀取結果(含失敗影像)串接您方 MES / QMS
- 影像 + ISO 評等結果留存(IATF audit 用)
- OEE 計算:讀取站可用率(Availability)/ 速度(Performance)/ 良率(Quality)
- 異常時可由批次 VIN / DataMatrix 反查受影響車輛
IATF 16949 audit trail 與條碼追溯的關係
IATF 16949 第 7.5(紀錄管理)、8.5.2(標示與可追溯性)、10.2(不符合與矯正措施)三個條款,對 audit trail 有具體要求。條碼追溯系統如何回應稽核員問題?
| 稽核員常問 | 條碼追溯系統如何回應 |
|---|---|
| 「2025-03-15 第三班生產的零件批號 XYZ 出貨給誰?」 | 由 DataMatrix 反查 MES → 出貨單 → 客戶端 OEM 對應 VIN 範圍 |
| 「上個月的條碼讀取失敗率與 ISO 評等趨勢?」 | DataMan 475V / 475VS 自動產生 PDF / HTML ISO 報告 + 趨勢分析 |
| 「條碼讀取錯誤的 NG 件有沒有阻止流出?」 | 讀取結果與 PLC 訊號握手 → NG 自動剔除 + 影像留存(VSK 提供讀取訊號,PLC 邏輯由您方撰寫) |
| 「條碼讀取器自身的校正紀錄?」 | DataMan 475V 每年 ISO 17025 / NIST 溯源校正 + 校正證書留存 |
關鍵原則:audit trail 不是事後補做的文件,而是讀取器即時自動產生的影像 + 評等 + 時間戳 + 操作員紀錄。條碼讀取系統設計時就應規劃資料留存週期(依各 OEM SOR 規範,常見 10–15 年)、影像格式(JPEG / PNG)、儲存位置(本地 NAS / FTP / 雲端)。
預算與投資 ROI 試算
汽車條碼追溯系統的整體投資依配置而定,影響預算的主要因素包含:
- 機型組合:固定式讀取器(DM 280 / 380 / 470)vs 條碼驗證器(DM 475V)vs 手持式(DM 8700)的搭配比例
- 產線速度與視野:高速大視野產線需要高解析度機型(如 DM 380 16 MP),單機投資較高
- 條碼類型與標示品質:雷射 DPM 重度應用需 DM 470 旗艦機;標籤類用 DM 280 即可
- ISO 驗證要求:是否需線上 100% 驗證(加裝 DM 475V),會影響 30-50% 預算
- 系統整合複雜度:PLC / MES / QMS 介接、影像歸檔系統規劃由您方系統整合商實作
VSK 提供免費 ROI 試算 與分階段導入規劃,並依您的樣品 / 視野 / 速度 / 法規門檻提供個案報價。
如何開始評估 — 索取樣品 POC
請提供:
- 您的供應鏈段(OEM / Tier 1 / 2 / 3)
- 客戶端品質門檻(哪家 OEM / 哪個 ISO 等級)
- 標示方式(雷射 / 噴墨 / 針點 / 貼標)
- 樣品(OK + NG 各 3-5 件)
- 產線速度(件/分鐘)
VSK 工程師將與您聯繫提供 Cognex 機型對應建議、樣品評估、報價諮詢。
聯絡:+886 2-8809-3200|線上諮詢|查看完整 Cognex 產品線
延伸主題:汽車電子產業機器視覺應用|DPM 4 種標記方式如何讀取|Cognex DataMan 280 / 380 / 470 / 580 比較|DPM 詞彙|IATF 16949 詞彙|CCD vs CMOS 差異。
本文涉及之 汽車條碼追溯、IATF 16949、DPM、VIN、DataMatrix、ISO 15415 / TR 29158 評等方案,VSK 威視康可依現場提供 Cognex DataMan 280 / 380 / 470 / 475V 機型選型建議;若需與 方案對比,亦提供完整對照與選型建議。汽車產業合規、智慧製造、製程改善導入請來電 +886 2-8809-3200。