重點摘要 · 一分鐘看懂本案 (TL;DR · AEO)
- 場景:IATF 16949 認證汽車 Tier 1 廠,壓鑄件 / 焊接組件 / 塑膠射出件 3D 形狀檢測(焊道高度、Flush and Gap、平面度、變形量)
- 痛點:2D AOI 看不到「高低差」、人工卡尺量測 ±0.2 mm 不夠且依賴經驗、主機廠對 PPM 要求嚴格、漏判率高
- 方案:Cognex In-Sight L38 3D 雷射位移感測器(三角測量)+ PC + VisionPro 9.22+ 軟體 +(選配)ViDi 深度學習
- 關鍵成效:3D 量測精度 ±0.05 mm、檢測速度 5-10 倍、客訴消除 85%、達標 IATF 16949 audit trail
- 關鍵決策點:In-Sight L38 必搭 PC + VisionPro,不是 smart camera;高反光鋁件 / 黑色塑膠件 POC 階段必驗證點雲品質
ℹ 資料說明:本案例 A 廠 / B 廠等為代號標示,KPI 數字為類似專案的典型成效範圍,實際依專案有所差異;資料來源:Cognex In-Sight L38 datasheet。如需細部資料,請聯絡 VSK 業務。
客戶背景
A 廠(汽車零件業):IATF 16949 認證的 Tier 1 / Tier 2 零件廠,主要產品涵蓋壓鑄件(缸蓋、變速箱外殼)、焊接組件(車身骨架、排氣管)、塑膠射出件(內裝件、儀表板)。產線特性 200-1,500 件/小時,視零件複雜度而定;三班制運轉,年均產量數百萬件等級。品質壓力包含主機廠對 PPM(Parts Per Million,每百萬件不良)要求嚴格,一旦客訴可能整廠抽檢與 PPAP 重審。法規 / 規範要求涵蓋 IATF 16949 汽車品質管理體系、ISO 9001 § 8.5.2 標示與可追溯性、PPAP 樣品認可。
汽車 3D 視覺檢測的核心需求:
- 焊道高度量測:±0.05-0.1 mm 精度(焊接強度直接相關)
- Flush and Gap 量測:車門 / 內裝件密合間隙(外觀品質指標)
- 壓鑄件平面度:密封面平面度避免漏油 / 漏氣
- 塑膠射出變形量:脫模後變形量影響組裝
- Gasket 密合間隙:墊片厚度均勻性
2D 影像看不到「高低差」 — 焊道高度、Flush and Gap、平面度、變形量必須用 3D 量測;傳統卡尺人工量測 ±0.2 mm 精度不足且依賴經驗。
系統配置
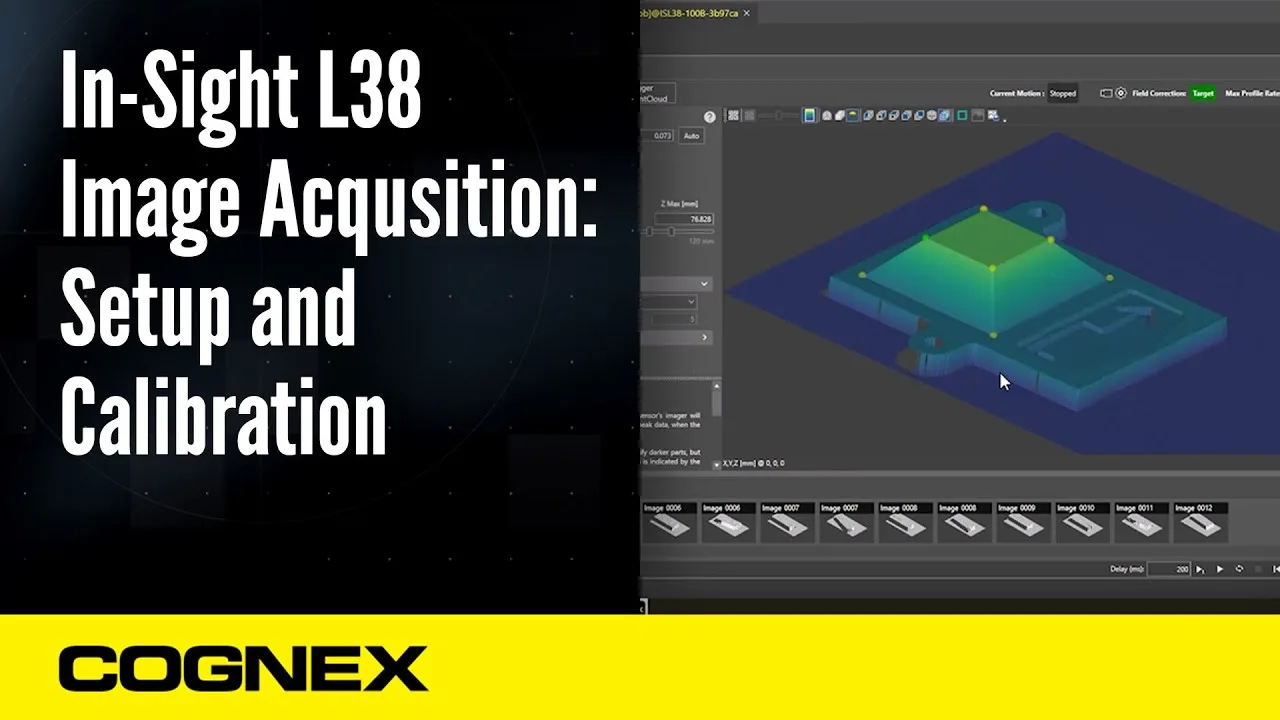
本案採用 Cognex In-Sight L38 3D 雷射位移感測器(三角測量原理),完整配置如下:
- 3D 感測器:Cognex In-Sight L38(線雷射 + 工業相機三角測量)
- 處理主機:PC + Cognex VisionPro 9.22+ 軟體(**L38 必搭 PC + VisionPro 才能運作,不是 smart camera**)
- 掃描方式:產線輸送機帶動工件通過 L38(或 L38 移動掃描固定工件)
- 光學設計:高反光鋁件多角度補光;黑色塑膠件調高曝光或改藍光雷射波長
- 通訊介面:PROFINET / Ethernet/IP / Modbus TCP / OPC UA,與產線 PLC 整合
- 影像追溯:3D 點雲 + 量測數據 + NG 影像自動歸檔含批號、時間,符合 IATF 16949 audit 要求
VisionPro 3D 量測工具集典型應用:
- 高度量測工具:焊道高度、墊片厚度
- 平面擬合工具:壓鑄件平面度、密封面平面度
- 邊緣檢測工具:Flush and Gap、密合間隙
- 點雲對比工具:塑膠射出變形量(與 CAD 模型對比)
- 選配 ViDi AI:3D 點雲轉深度圖餵 AI 做瑕疵分類(焊道孔洞、起鬚等)
商業價值
- 量測精度躍升:人工卡尺 ±0.2 mm → L38 自動 ±0.05 mm,精度顯著提升
- 檢測速度:5-10 秒/件 → 0.5-1 秒/件,5-顯著提升
- 主機廠客訴消除:< 1 件/季,PPM 達標
- 3D 數據追溯:每件量測值 + 點雲歸檔,IATF 16949 audit 完備
- ROI 回收:依產線複雜度與整合範圍而定,可依您的實際數據提供試算依據
汽車 3D 視覺檢測的失敗模式分析
汽車 3D 視覺檢測常見的失敗模式可歸為四類。第一,誤把 L38 當 smart camera 採購 — L38 必搭 PC + VisionPro 9.22+,採購時若漏算 PC + VisionPro 授權,整體預算偏差 30-50%。第二,高反光鋁件點雲缺失 — 鋁件鏡面反射造成雷射點雲斷裂,量測值跳動;需多角度掃描或調整雷射 / 曝光,POC 階段必驗證。第三,黑色塑膠件點雲稀疏 — 黑色吸收雷射造成點雲密度不足,量測噪音大;需提高曝光或改藍光波長。第四,掃描速度與精度權衡 — 高速產線下掃描速度與點雲密度權衡,POC 階段須驗證實際節拍下精度是否達標。
降低失誤的工程實務:採購階段確認 PC + VisionPro 授權含在報價內;POC 階段收齊邊界樣品(鏡面 / 黑色 / 透明件);節拍與精度雙驗證。
為什麼選擇 Cognex PSI 系統整合商
3D 視覺檢測的成敗,遠超過「感測器規格表上的精度數字」。VSK 威視康累積在台灣汽車 / 製藥 / 製造業 10 年以上的整合經驗中,反覆觀察到三個關鍵失敗點:第一,採購階段沒算進 PC + VisionPro 授權,預算偏差。第二,反光鋁件 / 黑色塑膠件沒做 POC,產線上線後點雲品質差到無法量測。第三,視覺與機構 / PLC / 輸送速度整合不良。Cognex PSI 認證的訓練重點,正是上述三項。
導入後的服務模式:VSK 設備保固 1 年(自出貨日起算),教育訓練依專案客製。
相關常見問題(連到完整解析)
- 機器視覺方案投資成本? — 設備、整合、ROI 試算指引
- Cognex 視覺系統導入要多久? — 2-12 週分階段時程詳解
- VSK 設備保固與服務範圍? — 保固 1 年、原廠送修、技術支援細節
- 視覺系統 PLC 整合? — PROFINET / EtherNet/IP / Modbus / OPC UA 通訊配置
與威視康技術團隊聯繫
您的視覺檢測需求由威視康技術團隊接手|電話 +886 2-8809-3200|線上聯絡|查看完整 Cognex 產品線
延伸閱讀
本案例涉及之 汽車 3D 視覺檢測、Cognex In-Sight L38 3D 雷射位移感測器、VisionPro 9.22 + ViDi、Flush and Gap 量測、IATF 16949 audit trail相關方案,VSK 威視康可依現場提供 Cognex 設備選型建議。汽車 3D 視覺檢測導入請來電 +886 2-8809-3200。