網格不均(GNU)在量什麼?
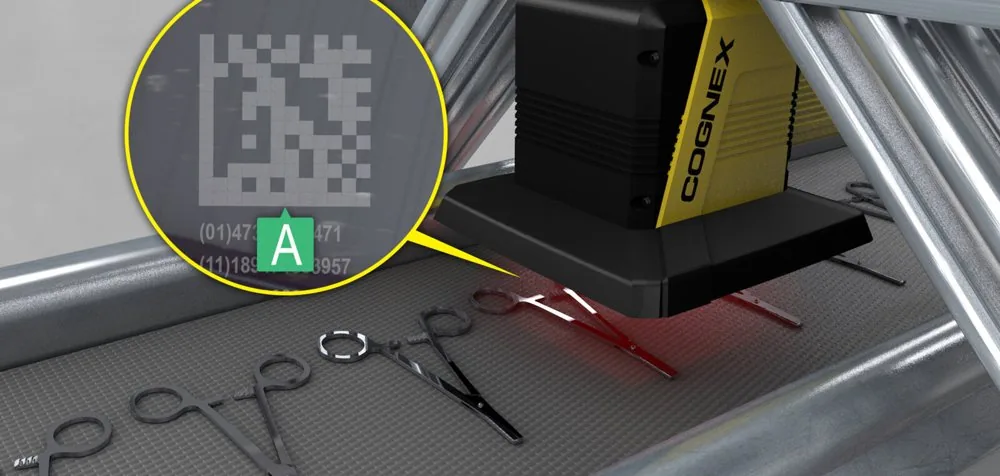
2D 碼(Data Matrix、QR)在解碼時,讀碼器會先依定位圖形(L 形 Finder、定時圖形)建立一張理想網格(reference grid)——一張等間距的棋盤格,每個交叉點就是一個模塊「應該」落在的中心。網格不均(Grid Nonuniformity, GNU)就是比對「模塊實際被找到的中心點」和「理想格點」之間差了多遠,把所有模塊裡偏得最嚴重的那一個,當成整顆碼的 GNU 值。
用一句白話:GNU 量的是碼有沒有「站整齊」。模塊像士兵排隊,理想網格是地上的標線,GNU 就是看哪一個士兵站得離自己的標線最遠。偏差越大,讀碼器越容易把某個模塊的明暗讀錯、甚至定位到隔壁格,取最大偏差是為了反映最脆弱的那一點。
GNU 是 ISO/IEC 15415(平面標籤 2D 碼)與 ISO/IEC 29158(AIM DPM)(直接零件標記 DPM)共用的參數;它常和「軸向不均(Axial Nonuniformity, ANU,量水平/垂直兩軸間距是否一致)」一起看——ANU 管「格子整體被拉長壓扁」,GNU 管「個別模塊在格子裡偏位」。
ISO 15415/29158 怎麼評網格不均(GNU)?
兩個標準都把每個參數由好到壞給 A、B、C、D、F 等級(部分文件以 4、3、2、1、0 對應),GNU 偏差越小、分數越高。整顆 2D 碼的總評採「木桶原理」——取所有參數裡最差的那一項當總分,所以 GNU 單項拉胯就會把整顆碼的等級往下拖。
關於版本差異要留意:GNU 這個參數本身在 ISO/IEC 15415 的 2011 版與 2024 版之間沒有被改名或併走,一路都在評。真正變動的是它的「鄰居」——2024 版把 Modulation 與 Reflectance Margin 合併成一個參數(Modulation)、新增 Print Growth(印刷增益)、評分改成可到小數一位、並重新定義判明暗的門檻(不再固定取最亮最暗的中點)。所以同一顆碼用新版量,GNU 不變,但整體總評可能因為其他項而升降。
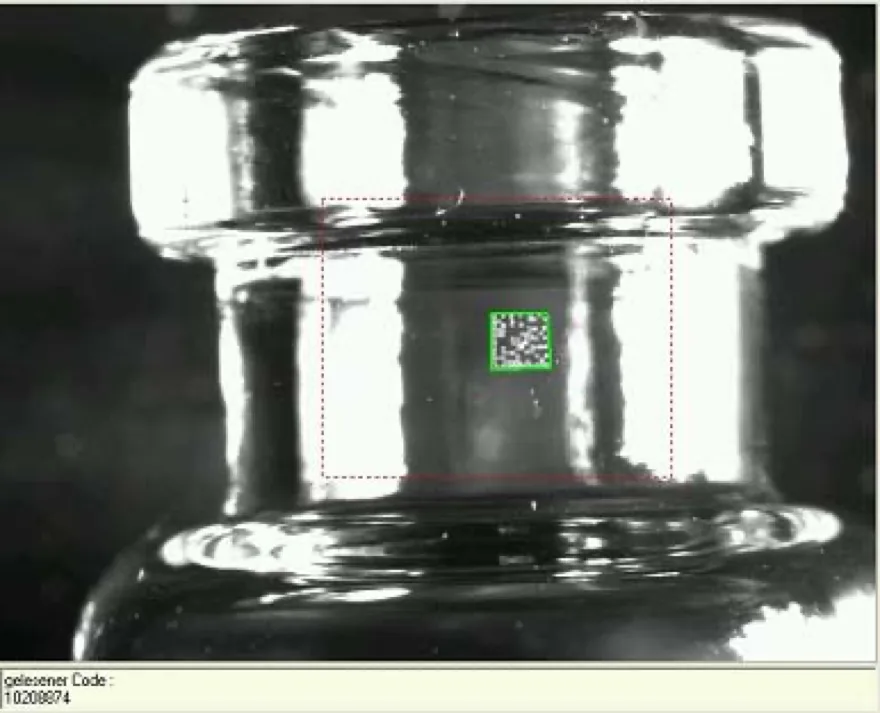
ISO/IEC 29158(DPM)則是把 15415 的方法改造來適應金屬、曲面、雷射打標等非紙白底材,會主動嘗試不同打光角度與光源型式,但 GNU 的物理意義一致:量模塊相對理想網格的位置偏差。
※ A–F 各等級對應的「確切偏差門檻(佔模塊間距的百分比)」只在 ISO/IEC 15415、ISO/IEC 29158 標準本文與驗證機(如 Cognex DataMan 驗證機)報告中規範,本文不臆造任何數字;實際允收以標準本文與驗證機報告為準。
網格不均(GNU)為什麼會失分?
GNU 失分的根因都是「模塊的位置漂掉、網格站不正」,常見來源:
- DPM 打標製程變形:點陣(Dot Peen)打點落點偏移、雷射掃描定位漂移、噴墨在曲面/孔洞上鋪不平,模塊一個個偏離格點。
- 工件本身彎曲或翹曲:碼打在圓柱、弧面、薄件上,取像時平面被「攤」成網格會產生系統性偏移。
- 鏡頭畸變與斜拍:廣角鏡桶狀畸變、相機沒對正(非垂直俯視)造成透視變形,碼明明印得正,影像裡的網格卻歪了。
- 底材伸縮或載具抖動:軟包裝、貼標後拉伸、產線震動、卷對卷張力不穩,讓模塊間距忽大忽小。
- 原始檔/製版位移:產碼軟體或製版階段模塊排版本身就沒對齊,先天網格不準。
GNU 偏高往往不是單一模塊的問題,而是整顆碼「結構性歪斜」的訊號,要從打標/取像幾何去查,而不是只調曝光。
網格不均(GNU)怎麼救回來?
GNU 是「位置/幾何」問題,對策也要對準幾何,而非單純加亮:
- 相機對正、垂直俯視:把鏡頭光軸調到與碼面垂直,消除斜拍透視變形;必要時用治具固定工件角度。
- 校正鏡頭畸變:選低畸變鏡頭,或在讀碼器/相機端啟用畸變校正(calibration),把桶狀/枕狀變形拉回。
- 穩固治具與定位:用治具壓平彎曲工件、固定卷材張力、減少產線震動,讓模塊間距穩定一致。
- 調整 DPM 打標參數:點陣校正落點與點距、雷射重設掃描定位與工件原點、噴墨改善曲面附著,從源頭把模塊打正。
- 對焦與工作距離(WD)一致:確保整顆碼都在景深內、WD 固定,避免局部離焦讓模塊中心被誤判而虛增偏差。
- 檢查產碼/製版排版:回到產碼軟體確認模塊網格本身對齊,排除先天位移。
VSK 建議:DPM/曲面案件先確認「取像幾何」(對正、畸變、WD)再談打標,多數 GNU 失分能靠把相機擺正、把工件固定就大幅改善。

© vision systems / Wikimedia Commons · CC BY-SA 2.0 DE
ISO 15415 對 Grid Nonuniformity 的定義
Grid Nonuniformity (GN、網格不均勻性) 為 ISO/IEC 15415 2D 條碼參數、量測每個 module 中心位置偏離「理論網格」的程度:
- GN = max deviation of module center from ideal grid position
- A 級:GN ≤ 0.38(以 module 寬度的比例)
- B 級:GN ≤ 0.50
- C 級:GN ≤ 0.63
- D 級:GN ≤ 0.75
- F 級:GN > 0.75
失分代表 module 位置變形(非整體 axial 拉伸、為局部抖動)〔來源:ISO/IEC 15415〕。
| Grade | 分數 | 模塊位置偏移 | 救法建議 |
|---|---|---|---|
| A | 4.0 | 模塊置中、無漂移 | 維持現製程 |
| B | 3.0 | 輕微偏移、可讀 | 微調打標製程 |
| C | 2.0 | 中度偏移、影響定位 | 用遠心鏡頭減少透視 |
| D | 1.0 | 模塊嚴重漂移 | PowerGrid 演算法 + 整平工件 |
| F | 0.0 | 網格不可重建 | 需重新打標 |
延伸學習:了解 ISO 條碼網格不均評估在醫療器材 UDI 合規檢測的應用,含 Cognex 機型選型與案例對應。
工程師常見問題
Q1:網格不均(GNU)在量什麼?
A:2D 碼(Data Matrix、QR)在解碼時,讀碼器會先依定位圖形(L 形 Finder、定時圖形)建立一張 理想網格(reference grid) ——一張等間距的棋盤格,每個交叉點就是一個模塊「應該」落在的中心。 網格不均(Grid Nonuniformity, GNU) 就是比對「模塊實際被找到的中心點」和「理想格點」之間差了多遠,把所有模塊裡偏得最嚴重的那一個,當成整顆碼的 GNU 值。
Q2:網格不均(GNU)為什麼會失分?
A:GNU 失分的根因都是「模塊的位置漂掉、網格站不正」,常見來源:
Q3:要驗條碼品質、接 ISO 等級輸出?
A:提供 OK / NG 條碼樣本,VSK 工程師依 ISO 15415 / 29158 評估可行性與選型,盡快與您聯繫。
Q4:網格不均失分如何救?
A:通常因 DPM 打標變形、鏡頭畸變、工件翹曲導致網格漂移。救法:穩定打標製程、用遠心鏡頭減少透視失真、整平工件、避免曲面打標,或用 PowerGrid 演算法強化破損網格的讀取。
Q5:網格不均與軸向不均的差別?
A:軸向不均(ANU)量整顆碼的長寬比(單軸拉伸或縮放);網格不均(GNU)量每個模塊的中心位置相對理想格點的偏差(局部漂移)。ANU 評整體變形、GNU 評局部抖動。