Symbol Contrast(符號對比,SC)是 ISO 15415 2D 條碼品質驗證的核心參數:整顆碼最亮與最暗點的反射率差(Rmax − Rmin)。
Symbol Contrast(符號對比)是什麼?
Symbol Contrast(SC)是整顆 2D 條碼裡最亮點反射率(Rmax)與最暗點反射率(Rmin)的差值,直接相減:
SC = Rmax − Rmin
反射率以校正後的白色為 100% 為基準。對比越大,代表黑色模塊夠暗、白色(亮)模塊夠亮,讀碼器越容易分辨。驗證時還會以整體門檻(Global Threshold)= (Rmax + Rmin) / 2 來區分明暗模塊。
ISO 15415 怎麼評 Symbol Contrast?
ISO 15415 把 SC 由高到低評 A~F——對比越高、等級越好;整顆碼總評會取所有參數中最差的一項,金屬件、低對比標記常常卡在 SC 這一關。
※ 各等級對應的確切反射率百分比門檻,以 ISO/IEC 15415 標準本文與驗證機報告為準(本文不臆造數字)。需要實測 SC 數值,用條碼驗證機輸出報告。
為什麼 Symbol Contrast 不合格?
常見原因:
- 印刷太淺 / 墨量不足:碳帶老化、噴墨量不夠,黑模塊不夠黑。
- 標記與底材顏色太接近:深色件上打深色碼、淺色件上淺色碼,先天對比不足。
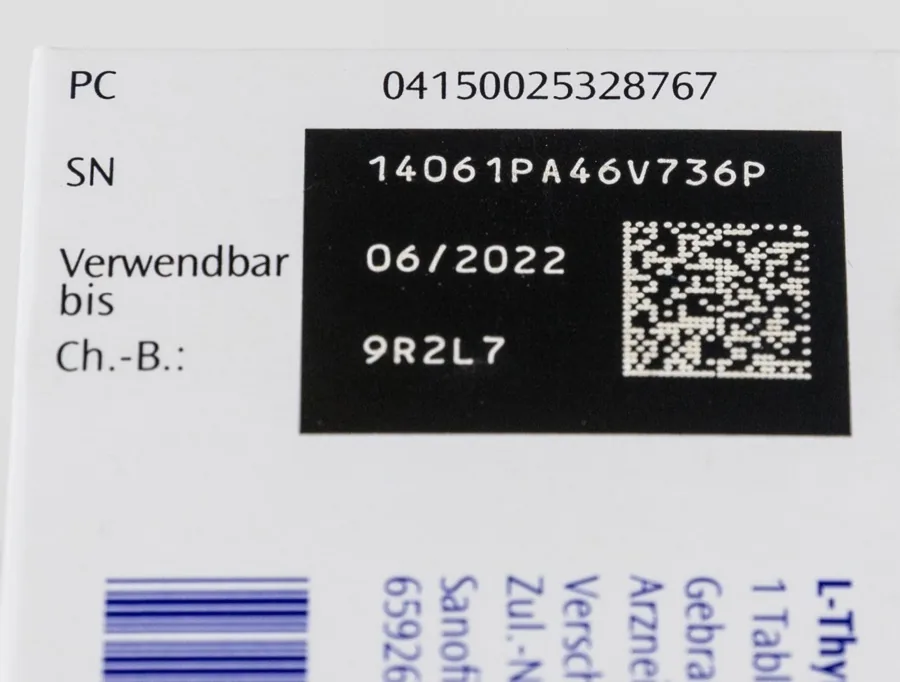
- 底材反光不穩:金屬鏡面、光澤包材使「亮區」反射率忽高忽低,壓低有效對比。
- 雷射蝕刻深度不足:DPM 件刻太淺,暗區不夠暗。
怎麼把 Symbol Contrast 救回來?
方向(由製程到取像):
- 加大標記與底材反差:換碳帶 / 調墨量 / 調雷射功率,讓暗區更暗。
- 選對光源:用暗場、同軸或 DPM 專屬角度打光,讓黑更黑、白更白。
- 壓掉鏡面反光:加偏振片、改打光角度,避免亮區過曝失真。
- 用驗證機實測:以 DataMan 475V 等驗證機讀出 SC 數值,回頭對製程,不憑肉眼。

© Raimond Spekking / Wikimedia Commons · CC BY-SA 4.0
Symbol Contrast (1D) vs Cell Contrast (2D) — 不同 ISO 標準
兩者都是「對比」品質參數、但對應不同條碼類型:
- Symbol Contrast (本頁、SC) — ISO/IEC 15416 一維條碼 (Code 128、EAN、UPC) 整體符號對比
- Cell Contrast (CC) — ISO/IEC 15415 二維條碼 (DataMatrix、QR、Aztec) 整體 cell 對比
兩者計算公式相同 (Lmax - Lmin)、但量測對象不同。Cognex DataMan 475V 條碼驗證器同時支援。詳細 2D 標準見 Cell Contrast 完整介紹。
ISO 15416 對 Symbol Contrast 的定義
ISO/IEC 15416 定義 Symbol Contrast (SC) 為符號內最亮 (Rmax) 與最暗 (Rmin) 反射率的差值百分比:
- SC = Rmax - Rmin(以 % 表示)
- A 級:SC ≥ 70%
- B 級:SC ≥ 55%
- C 級:SC ≥ 40%
- D 級:SC ≥ 20%
- F 級:SC < 20%
來源:ISO/IEC 15416 國際標準官方定義。
Symbol Contrast (1D) vs Cell Contrast (2D)
1D 條碼用 Symbol Contrast、2D 條碼用 Cell Contrast:
- Symbol Contrast (ISO 15416) — 1D 條碼掃描線上最亮最暗反射率差〔來源:ISO 官方〕
- Cell Contrast (ISO 15415) — 2D 條碼 module 區域對比、計算方法略不同〔來源:ISO 官方〕
Cognex DataMan 475V 驗證機同時支援兩種標準。
| Grade | 分數 | Rmax − Rmin(對比百分比) | 適用場景 |
|---|---|---|---|
| A | 4.0 | ≥ 70% | 醫療 UDI、高品質要求 |
| B | 3.0 | ≥ 55% | 汽車 IATF 16949 可接受 |
| C | 2.0 | ≥ 40% | 物流追溯、可接受 |
| D | 1.0 | ≥ 20% | 不建議用於關鍵應用 |
| F | 0.0 | < 20% | 不可讀、需重新打標 |
門檻百分比依 ISO 15415 標準分級,實際數值請以 ISO 標準本文與條碼驗證機輸出報告為準。
延伸學習:了解 ISO 15415 符號對比在醫療器材 UDI 合規檢測的應用,含 Cognex 機型選型與案例對應。
工程師常見問題
Q1:Symbol Contrast(符號對比)是什麼?
A:Symbol Contrast(SC) 是整顆 2D 條碼裡 最亮點反射率(Rmax) 與 最暗點反射率(Rmin) 的差值,直接相減:
Q2:要驗條碼品質、接 ISO 等級輸出?
A:提供 OK / NG 條碼樣本,VSK 工程師依 ISO 15415 / 29158 評估可行性與選型,盡快與您聯繫。
Q3:Symbol Contrast 失分如何救?
A:通常因印刷淡、對比不足、表面氧化變色導致 Rmax 與 Rmin 差距不夠。救法:(1) 加強印刷濃度或雷射功率 (2) 確保背景乾淨無雜質 (3) 適當光源(如紅光增強紅黑對比)(4) 必要時改用反光膜或全黑墨水。
Q4:Symbol Contrast 跟其他 ISO 參數的關係?
A:Symbol Contrast 是整顆碼亮暗差的全域指標。其他參數(Modulation、Reflectance Margin、minRefl)細看每個 cell 或反射率分布。SC 是入門參數、其他是深入評估,組合構成完整 ISO 15415 品質評估。
Q5:Symbol Contrast 評等門檻?
A:ISO 15415 大致:SC ≥ 70% 為 Grade A、55-70% 為 Grade B、40-55% 為 Grade C(依標準本文具體分級)。實務上產業有不同最低接受標準(如醫療 UDI 要求 Grade B 以上)。