📌 重點摘要
- DPM 條碼讀不到 90% 問題不是讀碼器,是「打標方式 ↔ 光源 ↔ 演算法」沒對應。
- 4 種主流打標方式:雷射蝕刻 / 針點壓印 / 噴墨 / 電化學蝕刻 — 各有讀取挑戰。
- Cognex 對應演算法:HotBars(1D)+ 2DMax(2D / DPM)+ PowerGrid(低對比補強)。
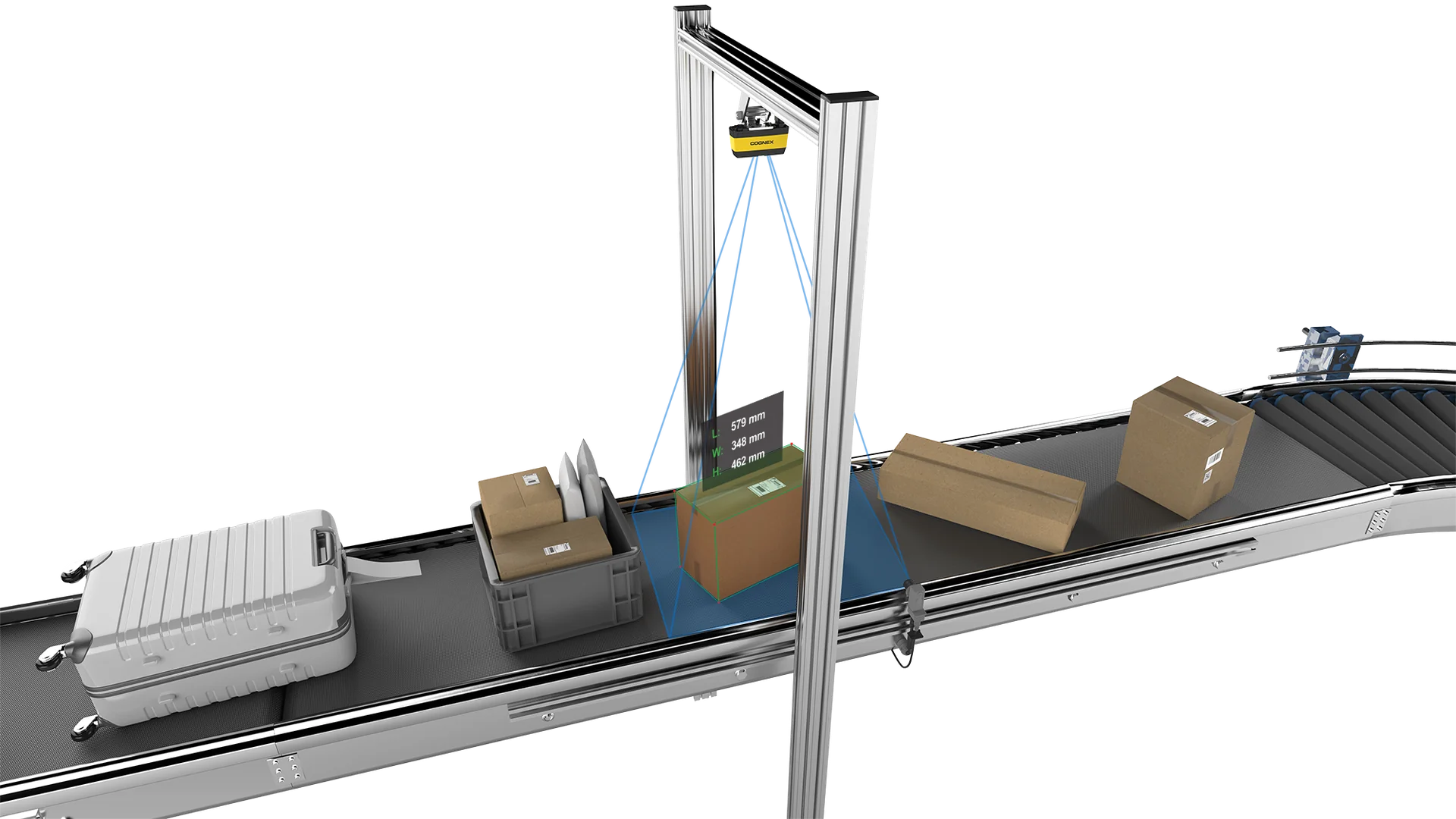
- DPM 讀取系統 5 大要素:讀碼器 + 光源 + 鏡頭 + 通訊 + 驗證。
- ISO/IEC TR 29158(AIM DPM)是 DPM 專用評等標準(多角度光源模擬實際條件)。
為什麼 DPM 條碼這麼難讀?
跟貼紙條碼相比,DPM 條碼有 4 個本質困難:
- 低對比 — 雷射蝕刻在金屬上的「黑點」可能只比基材暗 30-40%,遠低於印刷條碼的 80-90%
- 反光不均 — 鏡面金屬表面會在某個角度產生強反光,遮蓋條碼資訊
- 打標變形 — 機打針點壓印的點可能間距不均、深度不一
- 基材變異 — 同一條產線可能混合不同表面處理(陽極處理 / 噴砂 / 拋光)的零件
這些不是讀碼器「夠不夠強」的問題,而是「光源、鏡頭、演算法」整體匹配問題。VSK 提供樣品評估協助您找出對的機型 + 光源 + 鏡頭組合。
4 種 DPM 打標方式 × Cognex 演算法 × 機型對應表
| 打標方式 | 應用場景 | 讀取挑戰 | Cognex 演算法主力 | 建議機型 |
|---|---|---|---|---|
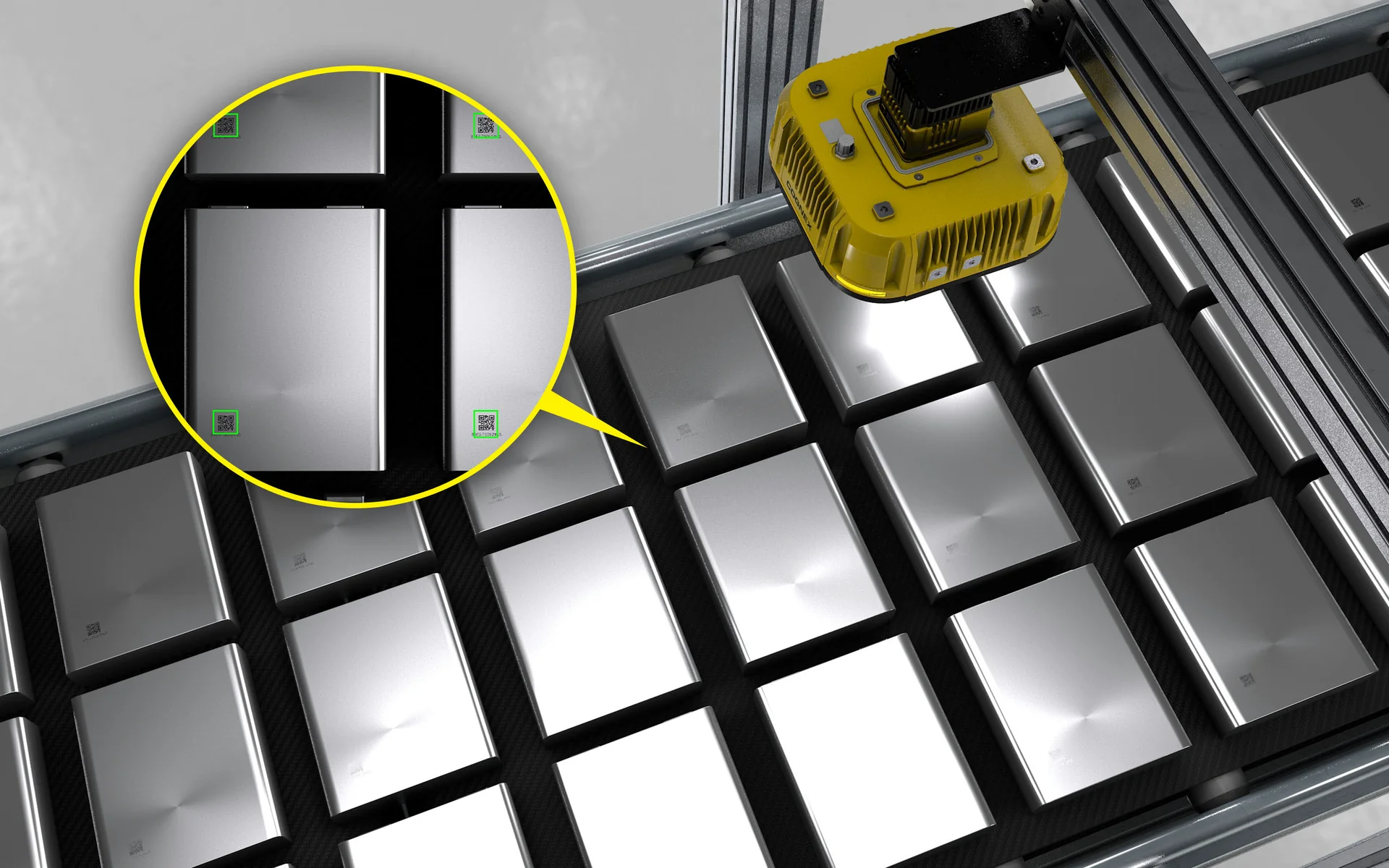
| 雷射蝕刻 | 半導體 IC / 載板 / 汽車鋼件 / 醫材 | 鏡面反光、低對比 | 2DMax + PowerGrid | DataMan 470 / 475V / 380 |
| 針點壓印 | 重工金屬件、引擎缸體、航太鍛件 | 點距變異、凹凸不均 | 2DMax + PowerGrid | DataMan 470 / 8700 |
| 噴墨打標 | PCB、藥品包裝、紙箱、塑膠件 | 墨點暈染、低對比、模糊 | HotBars + 2DMax | DataMan 280 / 380 / 8700 |
| 電化學蝕刻 | 不鏽鋼手術器械、醫療衛生器材 | 蝕刻深度淺、表面亮 | 2DMax + PowerGrid | DataMan 475V / 470 |
(具體機型支援的演算法版本與選配以 Cognex 各機型 datasheet 為準)
4 種打標方式深度解析

1. 雷射蝕刻(Laser Marking)— 半導體 / 汽車 / 醫材主流
原理: 雷射光束在零件表面造成局部高溫氧化或熔融,形成永久性顏色變化或微凹陷。
優勢:
- 精度極高(X 維度可至 0.05 mm)
- 永久性,不會因清洗、磨損消失
- 適合各種金屬、塑膠、陶瓷
讀取挑戰:
- 鏡面金屬表面強反光 → 需低角度同軸光(30°-45°)
- 對比可能僅 30-40% → 需 PowerGrid 演算法補強
典型場景:
- 半導體晶圓 / IC 載板 BGA / QFN 蝕刻 DataMatrix
- 汽車變速箱齒輪、安全件 DPM
- 醫療器材 UDI 標識(FDA / EU MDR / TFDA)
VSK 實務心得: 雷射蝕刻的「線寬一致性」決定讀取難度 — 同一台雷射機在不同基材效果差異甚大。建議導入前用 DataMan 475V 對樣品做 ISO 15415 + ISO/IEC TR 29158 評等,找出最佳雷射參數(評等結果由 VSK 工程師提供報告,產線實施由您方 SI 規劃)。
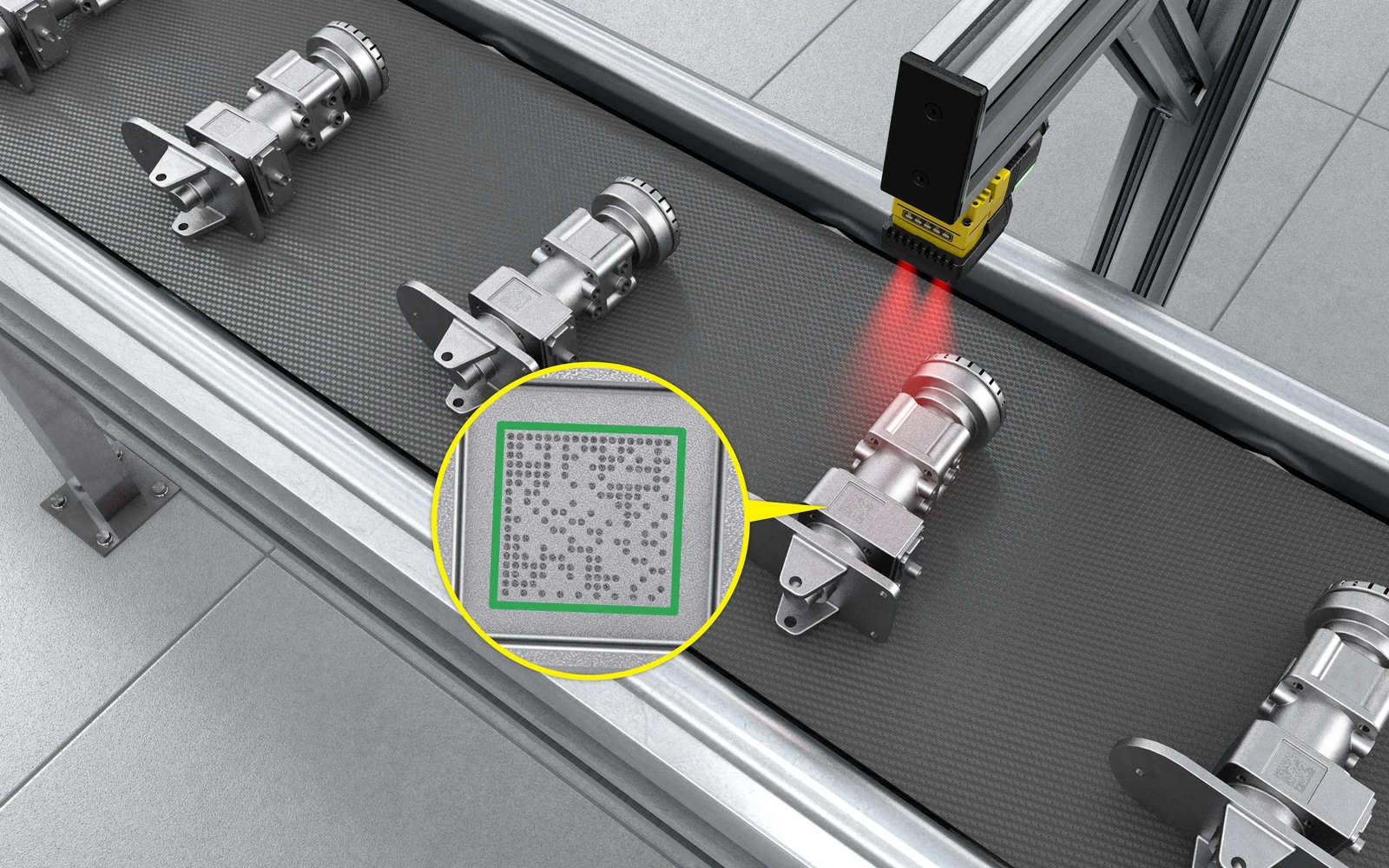
2. 針點壓印(Dot Peen)— 重工 / 航太 / 引擎
原理: 機械鋼針點擊金屬表面,形成凹點陣列構成條碼。
優勢:
- 抗腐蝕、抗高溫(耐 1000°C+)
- 適合大型工件、不規則表面
- 設備成本低
讀取挑戰:
- 點距變異大(同一條碼不同位置點距可差 10-20%)
- 點深度不均 → 局部讀取失敗
- 凹點朝向會造成不同光源角度下對比反轉
典型場景:
- 汽車引擎缸體、變速箱外殼
- 航太鍛件、軸承
- 重型機械結構件
VSK 心得分享: 針點壓印是「多角度光源」應用最複雜的場景。DataMan 470 內建多角度可程式化照明(具體配置以 datasheet 為準),業界廣泛用於這類應用。
3. 噴墨打標(Inkjet)— PCB / 藥品 / 紙箱
原理: 噴頭噴射墨點在零件 / 包裝表面,形成條碼圖案。
優勢:
- 速度極快(產線上即時打標)
- 成本低(耗材 = 墨水)
- 適合非金屬表面(紙、塑膠、玻璃)
讀取挑戰:
- 墨點暈染(特別在多孔紙箱)
- 對比依墨水顏色、基材而定
- 高速產線下打標品質可能不穩
典型場景:
- PCB 板序號(噴墨直接在板邊)
- 藥品包裝盒 GS1 DataMatrix
- 紙箱物流條碼
VSK 心得分享: 噴墨條碼的關鍵在 HotBars + HDR+ 組合 — HotBars 處理 1D 線性條碼模糊;HDR+ 同時擷取多曝光合成,解決基材反光不均。藥品包裝產線高速應用為常見場景(實際讀取率與速度視打標品質而定)。

4. 電化學蝕刻(Electrochemical Etching)— 醫療器械首選
原理: 電解液 + 電流,在不鏽鋼或鈦表面腐蝕出條碼,不破壞表面結構。
優勢:
- 不破壞表面(醫療器械衛生要求)
- 可重複清洗、滅菌
- 表面平整、無毛邊
讀取挑戰:
- 蝕刻深度淺(10-50 μm)→ 對比微弱
- 表面光亮 → 鏡面反光嚴重
- 細節易被反光遮蓋
典型場景:
- 不鏽鋼手術器械(FDA UDI 強制)
- 鈦合金植入物(脊椎、關節)
- 牙科器械
VSK 心得分享: 電化學蝕刻是 DPM 中最難讀的 — 需要 2DMax + PowerGrid + 同軸光 + 偏光四重組合。DataMan 475V 是業界主流驗證器選項,FDA UDI 醫材廠常見採用。
DPM 讀取系統 5 大要素
DPM 不是「買台讀碼器」就解決,需要系統性配置:
1. 讀碼器(演算法 + 處理速度)
- 入門:DataMan 280 / 290(噴墨、輕度 DPM)
- 中階:DataMan 380 / 390(標準 DPM)
- 旗艦:DataMan 470 / 475V(重度 DPM、ISO 驗證)
- 手持:DataMan 8050 / 8700(巡檢、抽驗)
2. 光源(最關鍵也最常被忽略)
- 同軸光(45° 半反射鏡)→ 鏡面金屬雷射蝕刻必備
- 多角度暗場光 → 針點壓印、電化學蝕刻必備
- HDR+ 多曝光 → 高反光基材自動切換
- 偏光片 → 鏡面反光抑制
3. 鏡頭(解析度 + 工作距離)
- 雷射蝕刻精細條碼 → 高解析 + 短工作距離
- 引擎缸體大條碼 → 廣角 + 長工作距離
- HSLL 高速液態鏡頭 → 多焦距即時切換
4. 通訊介面(讀碼器支援的標準通訊協定)
- PROFINET / EtherNet/IP →
- Modbus TCP / OPC UA → + MES(由客戶端 SI 整合)
- TCP/IP Socket → 客戶端自訂整合
5. 驗證(產線品質保障)
- 線上 100% 驗證 → DataMan 475V
- 離線深度評等 → DataMan 475VS
- IQC / QA 抽檢 → DataMan 8072V(DM8072V) 手持驗證器
ISO/IEC TR 29158(AIM DPM)評等實務
DPM 條碼品質評等用 ISO/IEC 29158(前身 AIM DPM-1-2006),跟一般 ISO 15415 差在:
| 維度 | ISO 15415 | ISO/IEC TR 29158 |
|---|---|---|
| 適用 | 印刷 2D 條碼 | DPM 條碼 |
| 光源 | 標準擴散光 | 多角度光源組合 |
| 評等 | A-F (4.0-0.0) | A-F (4.0-0.0) |
| 主要參數 | Symbol Contrast / Modulation / Decode / FPD | 同左 + Mean Light / Mean Dark |
法規要求門檻:
- 醫療 UDI(一般器材):ISO/IEC TR 29158 ≥ C 級
- 醫療 UDI(植入物 / 高風險):≥ B 級
- 汽車 IATF 16949:≥ C 級
- 航太 AS9132:≥ B 級
Cognex 對應驗證器: DataMan 475V / 475VS / 8072V 三款皆支援 ISO/IEC TR 29158 完整 8 參數量化評等(具體支援版本以 datasheet 為準)。
DPM 視覺檢測導入 4 步驟流程
DPM 條碼讀取不是「買台讀碼器就能用」,需要系統化評估流程。VSK 對 DPM 視覺檢測導入採用標準化 4 步驟流程,從樣品收集到 PoC 試讀,最大化降低選型錯誤風險:
步驟 1:樣品收集與打標方式盤點(1-2 週)
目的: 確認您的打標現況,找出代表性樣品。
客戶端需提供:
- OK 樣品 × 3-5 件(產線上目前讀得到的範本)
- NG 樣品 × 3-5 件(讀不到 / 失分率高的範本)
- 打標方式(雷射 / 針點 / 噴墨 / 電化學,可能混合)
- 基材(金屬 / 表面處理 / 塑膠 / 紙 / 鈦合金等)
- 產線速度(件/分鐘)與工作距離
VSK 工程師會做:
- 確認打標方式與基材組合
- 盤點是否有「跨製程混料」情況(不同表面處理的零件混在同一條產線)
- 初步判斷需要哪種光源組合(同軸 / 暗場 / HDR+ / 偏光)
步驟 2:ISO 評等與瓶頸定位(1-2 週)
目的: 找出「讀不到」的真正原因 — 是打標品質?光源?演算法?
評等工具: DataMan 475V / 475VS(業界主流 ISO/IEC TR 29158 / 15415 驗證器)
評等內容:
- ISO 15415(一般 2D 條碼)+ ISO/IEC TR 29158(DPM 專用)8 參數量化評等
- 多角度光照模擬產線實際讀取條件
- 輸出 A-F 等級報告(4.0-0.0)
瓶頸分類:
| 評等結果 | 真正瓶頸 | 解決方向 |
|---|---|---|
| 打標等級 D-F | 打標品質不足 | 調雷射 / 針點機參數(由打標機廠商處理) |
| 等級 C 但讀不到 | 光源角度錯誤 | 改光源組合(同軸 / 暗場 / HDR+) |
| 等級 B 但偶讀不到 | 演算法或鏡頭 | 升級 Cognex 機型(如 380 → 470) |
| 等級 A 但需驗證 | 法規要求驗證器 | 加 DataMan 475V 線上驗證 |
步驟 3:Cognex 機型與光源鏡頭選型(1-2 週)
目的: 依評等結果與打標方式,推薦對應 Cognex 機型 + 光源 + 鏡頭 + 通訊 + 驗證。
選型決策樹:
| 打標方式 + 場景 | 推薦讀碼器 | 光源組合 | 鏡頭 |
|---|---|---|---|
| 噴墨 / 輕度 DPM(PCB 序號 / 紙箱) | DataMan 280 / 380 | HDR+ 多曝光 | 標準鏡 |
| 雷射蝕刻金屬(半導體 / 汽車) | DataMan 470 / 380 | 同軸光 + 偏光 | 高解析短工作距離 |
| 針點壓印(重工 / 引擎缸體) | DataMan 470 / 8700 | 多角度可程式化暗場光 | 標準 / 廣角 |
| 電化學蝕刻(醫療器械) | DataMan 475V / 470 | 同軸 + 偏光 + 暗場組合 | 高解析微距 |
| 手持巡檢 / IQC | DataMan 8050 / 8700 | 內建多光源 | 內建 |
| 法規驗證(FDA UDI / IATF) | DataMan 475V / 475VS / 8072V | 標準驗證光源 | ISO 標準 |
通訊整合: PROFINET / EtherNet/IP / Modbus TCP / OPC UA → 由客戶端 SI 與 PLC / MES 串接(具體機型支援的通訊協定以 datasheet 為準)。
步驟 4:PoC 試打與報告交付(1-2 週)
目的: 用選定機型對樣品實測,提供可行性評估。
PoC 內容:
- 對 OK + NG 樣品各 3-5 件做實測(每件多次重複讀取)
- 量測讀取率(First Read Rate)、平均讀取時間
- 輸出 ISO 15415 / 29158 評等報告
- 推薦最終配置(機型 + 光源 + 鏡頭 + 安裝距離 + 通訊)
- 預算範圍說明(〔以最終報價為準〕)
交付物:
- PoC 評估報告(PDF)
- Cognex 機型對應 datasheet
- 建議 PoC 試打規劃(產線實裝由您方 SI 規劃)
- 報價與後續導入流程說明
整體時程概念: 從樣品送達到 PoC 報告交付,一般 4-8 週。若打標方式單純(如噴墨),可能更快;若混合多種重度 DPM(雷射 + 電化學),需更多評等時間。先做樣品評估,比直接買設備風險低很多。
工程師選型 5 步驟
- 盤點打標方式 — 雷射 / 針點 / 噴墨 / 電化學?混合場景?
- 確認基材 — 金屬(含表面處理)/ 塑膠 / 紙 / 包材
- 量測條碼最小 cell 尺寸(X 維度,mil)— 決定鏡頭與機型
- 確認產線速度 — 慢速(< 60 件/分)/ 中速(60-200)/ 高速(200+)
- 確認法規需求 — UDI / IATF / AS9132 / GS1 ⇒ 是否需條碼驗證器
VSK 工程師會依這 5 點推薦最適配 DataMan 機型 + 光源 + 鏡頭 + 通訊 + 驗證方案。
想評估您的 DPM 讀取應用?
最快的方式:寄樣品給 VSK 實測。
請提供:
- OK 樣品 × 3-5 件(讀得到的範本)
- NG 樣品 × 3-5 件(讀不到 / 失分率高的範本)
- 產線速度(件/分鐘)
- 工作距離(讀碼器到工件的距離)
- 法規目標(UDI / IATF / 內部追溯 / 無)
VSK 工程師將與您聯繫提供:
- Cognex DataMan 機型推薦(含光源 / 鏡頭選型對應)
- 樣品評估結論與報價
- POC 試打規劃建議(產線整合由您方 SI 規劃實作)
聯絡:+886 2-8809-3200 / [email protected] / 線上樣品評估申請
延伸閱讀
- DPM 詞彙百科 — 4 種打標方式總覽
- 2DMax 演算法 — Cognex 2D / DPM 解碼核心
- ISO 15415 評等 — 2D 條碼國際標準
- ISO/IEC TR 29158(AIM DPM) — DPM 專用評等
- 工業條碼讀取器完整選型指南
- Cognex 中文型錄完整索引
與威視康技術團隊聯繫
👉 您的視覺檢測需求由VSK 工程師團隊接手|電話 +886 2-8809-3200|線上聯絡|查看完整 Cognex 產品線
官方參考來源
GS1 條碼標準|ISO/IEC 15415 (2D 條碼品質)|ISO/IEC TR 29158 (DPM 條碼品質)
延伸閱讀
- 生技製藥業 GMP 視覺檢測完整指南
- EU MDR UDI 醫材合規完整指南
- In-Sight 2800 Edge AI 視覺感測器
- Edge Learning 邊緣 AI
- 機器視覺多少錢?2026 完整預算解析
本文涉及之 機器視覺、視覺檢測、AOI、AI 視覺、瑕疵檢測相關方案,VSK 威視康可依現場提供 Cognex 設備選型建議;若需與 方案對比,亦提供完整對照與選型建議。工業自動化、智慧製造、製程改善導入請來電 +886 2-8809-3200。