TL;DR · 一分鐘看懂本案
- 場景:JEDEC / SEMI E10/E58 認證半導體 OSAT 封測廠 IC 載板高速追溯站,200-500 件/分鐘 Class 1000 無塵室
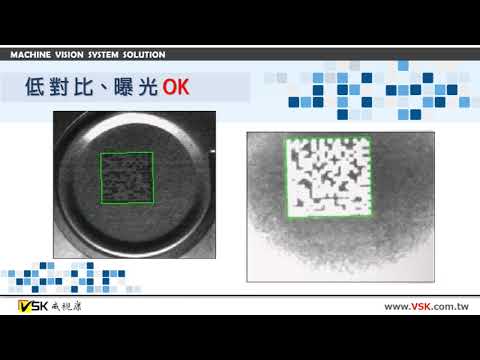
- 痛點:IC 載板 DataMatrix DPM 條碼受氧化 / 雷射深淺不一 / 防焊層反光影響,傳統讀取率僅 90-95%;客戶端 IDM / Fabless 對追溯零容忍
- 方案:Cognex DataMan 280 影像式條碼讀取器 + 2DMax DPM 演算法 + 多角度可切換光源(同軸 / 偏振 / Dark Field)+ OPC UA 即時 MES 整合
- 關鍵成效:DPM 讀取率 90-95% → 99.5-99.99%(+5-10 pp)、檢測速度 3-5 倍、逐顆 IC 可追溯、年省 NT$ 100-180 萬人力(視個案評估)
- 關鍵決策點:DataMan 280(中階 IC 載板專用)vs 380 / 470(更高速 / 更大視野)依產線速度與條碼數量選型;ISO/IEC TR 29158 完整品質評等建議搭配 475V / 475VS 離線驗證器
ℹ 資料說明:本案例 A 廠 / B 廠等為代號標示,KPI 數字為類似專案的典型成效範圍,實際依專案有所差異;資料來源:VSK 內部 POC 紀錄。如需細部資料,請聯絡 VSK 業務。
客戶背景
A 廠(半導體 OSAT 封測業):JEDEC + SEMI E10/E58 認證的封裝測試廠(Outsourced Assembly and Test),產品涵蓋邏輯 IC / 記憶體 / Power IC 載板封裝。產線特性 200-500 件/分鐘 IC 載板移轉節拍,Class 1000 無塵室,三班制 24 小時連續運轉。品質壓力包含客戶端(IDM / Fabless / OEM)要求每片 IC 載板 DataMatrix 可追溯,追溯斷鏈直接影響客戶交貨;法規 / 規範要求涵蓋 JEDEC 半導體標準、SEMI E10/E58 設備可靠度、ISO/IEC TR 29158 DPM 條碼品質、客戶端 PPAP / 8D 文件。
常見的 IC 載板 DataMatrix DPM 讀取失敗類型:
- 氧化發黑:銅箔 / 鍍金面氧化造成條碼對比降低
- 雷射打標深淺不一:雷射光源衰減或不同批次造成 DataMatrix 模組深度變異
- 防焊層反光:綠色 / 深色防焊層鏡面反射遮蓋條碼
- 多 SKU 載板規格:不同 IC 載板規格 / 不同位置 / 不同 DataMatrix 尺寸
傳統雷射掃描式條碼讀取器對 DPM 條碼讀取率僅 75-85%,需多次掃描或人工補讀;影像式(Cognex DataMan 280)採 2DMax DPM 演算法可解決。
系統配置
本案採用 Cognex DataMan 280 影像式條碼讀取器整合 IC 載板高速追溯站,完整配置如下:
- 讀碼器主機:Cognex DataMan 280(IC 載板專用中階機型,1.2 MP + 60 fps,內建多角度可切換光源 + 2DMax DPM 演算法)
- 光學設計:同軸光(鏡面反射均勻化)+ 偏振片(抑制防焊層飽和)+ Dark Field 側光(突顯雷射打標邊緣)+ 多波長 LED(紅 / 藍 / 白光切換)
- 觸發機制:IC 載板輸送光電開關觸發 Strobe LED 凍結畫面(曝光 50-200 μs)
- 通訊介面:OPC UA / Ethernet/IP / PROFINET / Modbus TCP / TCP/IP 與 MES + SPC 資料庫 + 客戶端追溯系統對接
- 影像追溯:每片 IC 載板 DataMatrix 字串 + 影像 + 等級 + 批號 + 時間自動歸檔
演算法組合:
- 2DMax DPM 演算法:Cognex 專利二維條碼解碼,對氧化 / 深淺不一 / 反光有高容忍度
- 多角度光源切換:自動嘗試多種光源組合直到讀取成功
- HDR Multi-exposure:多次曝光合成擴展動態範圍
- 字串比對:DataMatrix 字串與 MES 預設值即時比對
商業價值
- DPM 讀取率躍升:90-95% → 99.5-99.99%(+5-10 pp),追溯資料完整
- 產能匹配:200-500 件/分高速 OSAT 產線無人工瓶頸
- 客戶關係保護:IDM / Fabless 對 IC 載板追溯零容忍,DataMatrix 完整化避免收貨問題
- 無塵室相容:DataMan 280 IP65 + 不鏽鋼配件符合 Class 1000 規範
- ROI 回收:依產線規模 6-15 個月回收期
IC 載板 DPM 讀取的失敗模式分析
IC 載板 DataMatrix DPM 條碼讀取在 OSAT 產線的失敗模式可歸為四類。第一,氧化批次變異 — 不同批次銅箔 / 鍍金面氧化程度不同,POC 階段需收齊變異樣本確認光源組合穩定性。第二,雷射打標機批次差異 — 不同雷射光源批次造成 DataMatrix 模組深度變異,POC 階段需收齊深 / 中 / 淺三種樣本作為容差設定基準。第三,多角度光源切換延遲 — 自動嘗試多光源組合可能增加單次讀取時間(30-100 ms),高速產線需評估節拍餘量。第四,無塵室環境變動 — Class 1000 無塵室空氣過濾器更換 / LED 燈管老化可能造成環境光變動。
降低失誤的工程實務:POC 階段須收齊邊界樣品(重度氧化、極淺雷射打標、極端反光)作為容差設定基準;光源 over-design 30-50%;定期維護每月清潔鏡頭與光源、每月抽樣對照判斷、必要時補訓練;JEDEC / SEMI / 客戶端追溯要求由整合方主導,VSK 提供讀碼端的辨識率穩定度與量化報告。
為什麼選擇 Cognex PSI 系統整合商
機器視覺導入的成敗,遠超過「相機規格表上的數字」。VSK 威視康累積在台灣半導體 / PCB / 製藥 / 汽車製造業 10 年以上的整合經驗中,反覆觀察到三個關鍵失敗點:第一,沒做 POC 直接下單,產線上線後才發現氧化批次下讀取率僅 90%、節拍跟不上、邊界樣品判定不穩。第二,光源沒有 over-design 餘量,無塵室環境變動後辨識率明顯下降。第三,視覺與機構 / I/O 分工模糊,整合方對 OPC UA / PROFINET + MES 字串比對通訊規格不熟悉導致延宕。Cognex PSI(Premier Solution Integrator)認證的訓練重點,正是上述三項。
導入後的服務模式:VSK 設備保固 1 年(自出貨日起算),教育訓練依專案客製。
相關常見問題(連到完整解析)
- 機器視覺方案投資成本? — 設備、整合、ROI 試算指引
- Cognex 視覺系統導入要多久? — 2-12 週分階段時程詳解
- VSK 設備保固與服務範圍? — 保固 1 年、原廠送修、技術支援細節
- 視覺系統 PLC 整合? — PROFINET / EtherNet/IP / Modbus / OPC UA 通訊配置
與威視康技術團隊聯繫
👉 您的視覺檢測需求由威視康技術團隊接手|電話 +886 2-8809-3200|線上聯絡|查看完整 Cognex 產品線
延伸閱讀
本案例涉及之 半導體 OSAT 封測廠 IC 載板 DataMatrix DPM 高速追溯、Cognex DataMan 280、2DMax 演算法、ISO/IEC TR 29158、JEDEC / SEMI、智慧工廠相關方案,VSK 威視康可依現場提供 Cognex 設備選型建議。半導體條碼追溯自動化導入請來電 +886 2-8809-3200。